
Vacuum Resin Transfer Molding (VARTM) เป็นวิธีการปฏิบัติทั่วไปและคุ้มค่าทางต้นทุนซึ่งถูกนำไปใช้ในการผลิตใบพัดกังหันลม กระบวนการ VARTM เกี่ยวข้องกับการใช้ภาวะสุญญากาศ (vacuum) เพื่อช่วยในเรื่องการไหลของเรซินเข้าไปยังการทำแผ่นเส้นใย (fiber mat) ในแม่พิมพ์ปิดแบบ single-sided mold ซึ่งเกิดจากความแตกต่างระหว่างความดันบรรยากาศในแม่พิมพ์และนอกแม่พิมพ์ กระบวนการนี้มีความสามารถในการผลิตคอมโพสิตที่มีสัดส่วนปริมาตรเส้นใย 60% หรือมากกว่านั้น ทำให้ VARTM เป็นกระบวนการที่มีประสิทธิภาพสูงที่สามารถนำไปใช้ผลิตสินค้าที่มีคุณภาพสูงได้
เนื่องจากวัฏจักรการขึ้นรูปที่นานขึ้น จึงมักเลือกเรซินที่มีความหนืดต่ำและเป็นชนิดปฏิกิริยาต่ำ ( การแข็งตัวช้า ) เพื่อทำให้แน่ใจว่ามีการ fill ที่เหมาะสมโดยไม่เกิดการ cure ก่อนเวลาในระหว่างขั้นตอนการ fill ซึ่งความหนืดของเรซินจะได้รับผลกระทบจากอุณหภูมิ อัตราความเค้นเฉือนและอัตราการ cure นอกจากนี้ในขณะที่อัตราการ cure ยังคงเพิ่มสูงขึ้นตามเวลาจนถึงจุดที่ความหนืดสูงมากพอสำหรับการปลดชิ้นงาน จะเห็นเรซินเกิดการ cure อย่างสมบูรณ์
หากทำการปลดเรซินออกก่อนที่มันจะ cure อย่างสมบูรณ์ อาจเกิดปัญหา เช่น การเสียรูปของผลิคภัณฑ์อย่างไม่คาดคิดขึ้น เพื่อแก้ปัญหาดังกล่าวนี้ทางวิศวกรต้องเข้าใจปฏิกิริยาการ cure และสมบัติการไหลของเรซินอย่างถ่องแท้ด้วยการทดสอบสมบัติของวัสดุอย่างระมัดระวัง จากนั้นใช้ true 3D simulation technology แบบ non-isothermal ของ Moldex3D เพื่อทำนายว่าเทอร์โมเซตติงเรซินที่ต่างกันจะส่งผลอย่างไรต่อกระบวนการ VARTM ต่อไปนี้เป็นกรณีของฝาครอบด้านนอกของใบพัดกังหันลมแบบคาร์บอนไฟเบอร์ ซึ่งจะใช้ true 3D simulation technology แบบ non-isothermal ของ Moldex3D ศึกษาวัสดุเรซินที่ต่างกันว่ามีผลอย่างไรต่อการ fill และพฤติกรรมการ cure
อันดับแรก ทำการทดสอบสมบัติของวัสดุเพื่อให้ได้พฤติกรรมการ cure และสมบัติการไหลของเรซิน A และ B โดยศึกษาถึงการเปลี่ยนแปลงของพฤติกรรมการ cure และพฤติกรรมความหนืดของเรซิน A และ B ที่อุณหภูมิ 25๐C และ 75๐C ภายในช่วงระยะเวลา (timeframe) 4 ชั่วโมง จากนั้นเปรียบเทียบผลการวิเคราะห์สมบัติวัสดุกับผลที่ได้จาก Material Wizard ของ Moldex3D และจากการสังเกต จะเห็นได้ว่าผลลัพธ์ทั้งสองแสดงแนวโน้มคล้ายคลึงกัน นั่นคือ ทั้งอัตราการ cure และความหนืดของเรซิน B มีค่าต่ำกว่าเรซิน A ภายใต้เวลาปฏิกิริยาเท่ากัน (รูปที่ 1 & รูปที่ 2)
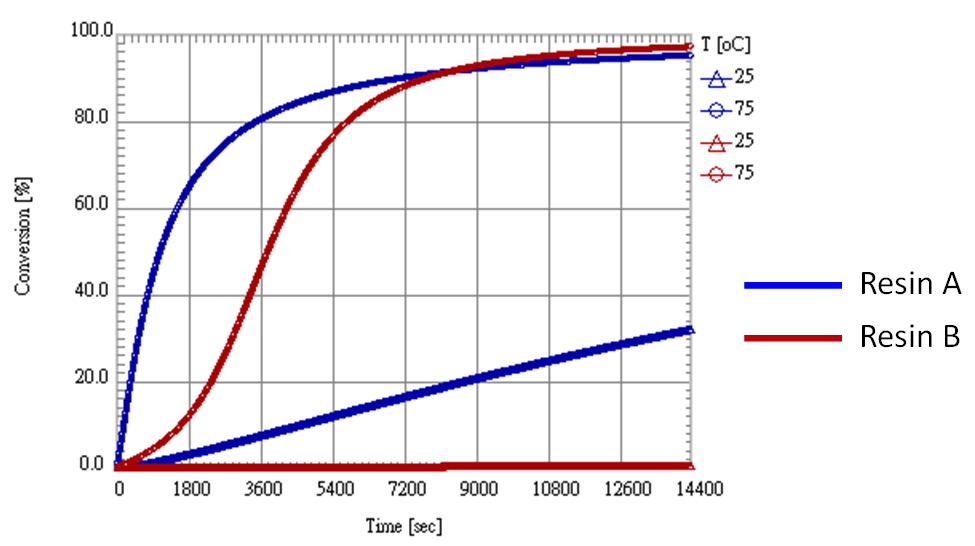
รูปที่ 1 อัตราการ cure ของเรซิน A และ B ที่ 25๐C และ 75๐C
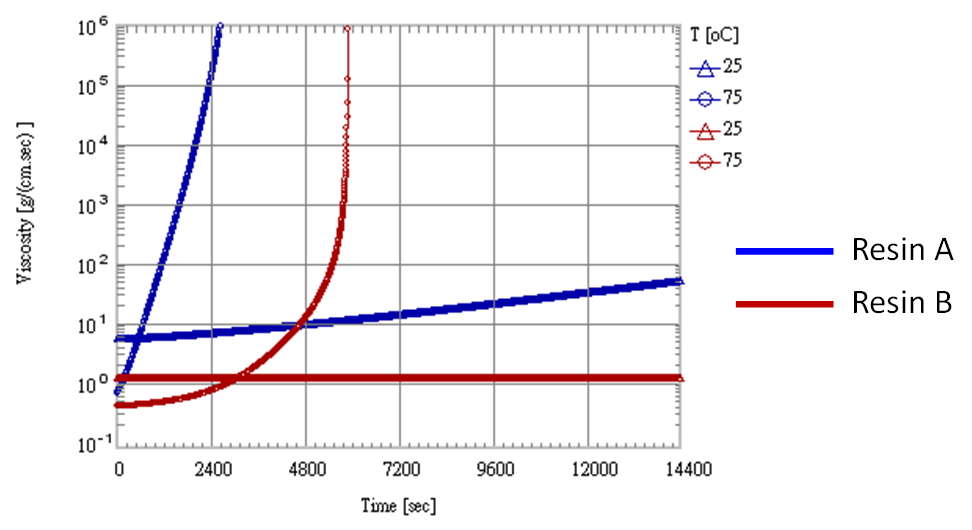
รูปที่ 2 ความหนืดของเรซิน A และ B ที่ 25๐C และ 75๐C
โมเดลที่ใช้ในกรณีนี้คือใบพัดกังหันลมขนาด 1kW ของแม่พิมพ์ด้านเดียว รูปที่ 3 และรูปที่ 4 แสดงชั้นเส้นใยและรูปแบบการออกแบบ เมื่อทำการ fill จนถึง 99.8% กระบวนการ cure จะเริ่มต้นขึ้น ในขั้นตอนนี้ อุณหภูมิแม่พิมพ์จะเพิ่มจาก 25 ℃ จนถึง 75 ℃ เพื่อเร่งกระบวนการ cure (รูปที่ 5) ดังนั้นเรซินสามารถเกิดการ cure ได้เร็วขึ้นและปลดชิ้นงานได้เร็วขึ้น
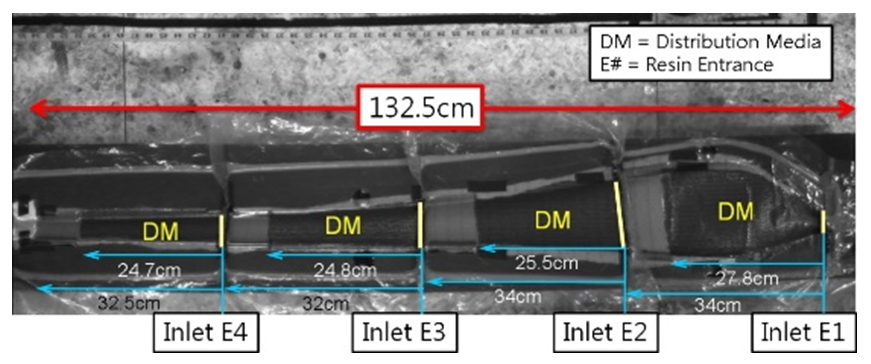
รูปที่ 3 รูปทรงของชิ้นงานและการออกแบบการฉีดเรซิน

รูปที่ 4 การกระจายของ sensor node บนฝาครอบด้านนอกของใบพัดกังหันลม
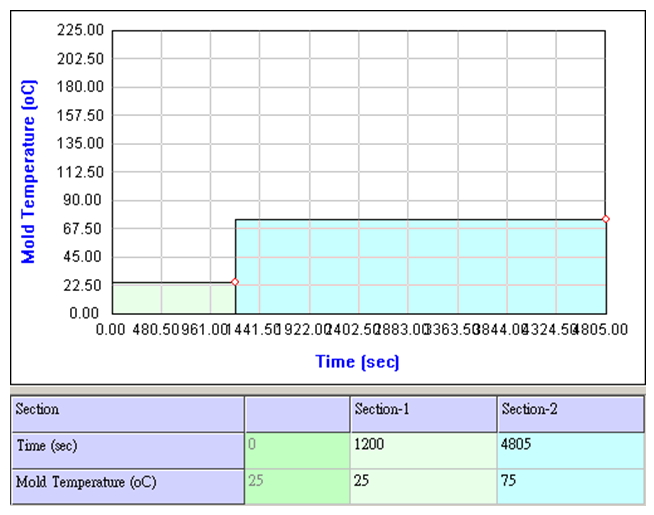
รูปที่ 5 การตั้งค่าอุณหภูมิแม่พิมพ์
ตารางที่ 1 แสดงอัตราการ cure ความหนืด และเวลาในการ cure ของเรซิน A และ B ที่ขั้นต่างๆ ดังที่แสดง เรซิน A มีความหนืดสูงกว่าและเวลาการ fill นานกว่าแต่เวลาในการ cure สั้นกว่า เรซิน B จะเติมเนื้อพลาสติกเข้าแม่พิมพ์ได้ง่ายในขณะที่เวลาในการ cure นานกว่า เวลาขึ้นรูปทั้งหมดของเรซิน A และ B คือ 2.5 และ 2 ชั่วโมง ตามลำดับ ถึงแม้เวลาขึ้นรูปทั้งหมดจะแตกต่างกันเพียงครึ่งชั่วโมงแต่เวลาในการ filling และการ cure แสดงถึงการเปลี่ยนแปลงที่มีนัยสำคัญระหว่างเรซินทั้งสอง นั่นคือ เรซิน B มีข้อได้เปรียบในการขึ้นรูปมากกว่าเรซิน A เนื่องจากความหนืดต่ำกว่าและสมบัติที่ง่ายต่อการ fill ดังนั้นเราสามารถสรุปได้ว่ามันเป็นสิ่งสำคัญที่ต้องเข้าใจถึงสมบัติของวัสดุเป็นอย่างแรกก่อนเริ่มทำการออกแบบเพื่อหลีกเลี่ยงการลองผิดลองถูกที่ไม่จำเป็น
| เรซิน A | เรซิน B | |
| ก่อนการ Fill | ||
| อัตราการคงรูป | 0% | 0% |
| ความหนืด | 710cps | 154cps |
| ขั้นตอนการ Fill | ||
| เวลา | 1 ชั่วโมง 27 นาที | 17 นาที |
| อัตราการคงรูป | ~11.5% | 0% |
| ความหนืด | 1300 cps | 154cps |
| ขั้นตอนการ Cure | ||
| เวลา | 1 ชั่วโมง | 1 ชั่วโมง 44 นาที |
| อัตราการคงรูป | 75.00% | 81.40% |
| ความหนืด | Cure สมบูรณ์ | Cure สมบูรณ์ |
| (1.3×109 cps) | (2.5×108 cps) | |
| เวลาขึ้นรูปทั้งหมด (การ Fill + การ Cure) | ||
| เวลา | 2 ชั่วโมง 27 นาที | 2 ชั่วโมง 1 นาที |
ตารางที่ 1 อัตราการ cure ความหนืด และเวลาในการ fill ของเรซิน A และ B ที่ขั้นต่างๆ
โดยทั่วไปแล้วมันไม่ใช่เรื่องง่ายที่จะควบคุมเวลาการ cure ได้อย่างแม่นยำในการผลิตจริง โดยเฉพาะเมื่ออุณหภูมิแม่พิมพ์สูงขึ้นปฏิกิริยาจะเปลี่ยนแปลงไปอย่างแตกต่างจากวัสดุหนึ่งไปยังอีกวัสดุหนึ่ง ดังนั้นจึงเรื่องยากอย่างยิ่งที่จะประเมินผลการเปลี่ยนแปลงสมบัติของวัสดุเพียงแค่อาศัยประสบการณ์ของวิศวกร เพื่อที่จะควบคุมกระบวนการ VARTM ให้ดีขึ้น เราสามารถใช้ข้อมูลวัสดุที่ได้มาจาก Material Wizard ของ Moldex3D เพื่อเข้าใจสมบัติของวัสดุของแต่ละเรซินมากขึ้น นอกจากนี้ด้วยความช่วยเหลือของ mold-filling analysis จาก Moldex3D เราสามารถทำนายพฤติกรรมการไหลและปฏิกิริยาการ cure ได้ดีขึ้นเพื่อที่จะหาอุณหภูมิแม่พิมพ์และพารามิเตอร์การขึ้นรูปที่เหมาะสมเพื่อก่อให้เกิดประโยชน์ในการใช้กระบวนการ VARTM สูงสุด และการประมวลผลที่เหมาะสมที่สุดเพื่อประโยชน์สูงสุดของการใช้กระบวนการ