

- 顧客名:高雄応用科技大学
- 地域:台湾
- 業種:調査・教育導入
- ソリューション:Moldex3D Advanced; MCM Module
概要
厚みのあるプラスチック部品の射出成形では、発生しやすい問題が複数あります。一般的によく見られる不良は、ヒケ、ジェッティング、ボイドなどです。また、厚みがある部品は熱伝導率が低いことから、長時間にわたる冷却が必要となり、生産効率に大きな影響を与えています。本事例では、厚さ12mmのプラスチック光学レンズ製品を例に、多層射出成形の概念を利用してB-A-Bのサンドイッチ構造をもつ製品の射出成形を行いました。Moldex3Dマルチコンポーネント成形(MCM)モジュールを使用して、A層とB層の板厚変更が冷却時間と光学特性に与える影響を解析しました。各層の板厚の組み合わせを最適化することで、高品質な光学製品と成形サイクル短縮の実現が期待できます。
課題
- 最適な板厚の組み合わせの特定、冷却時間の短縮
- 透明度、残留応力などの光学特性の改善
導入ソリューション
Moldex3D マルチコンポーネント成形(MCM)モジュール:製品各層の板厚最適化により、冷却時間の短縮に貢献
メリット
- 冷却時間を50~60%短縮
- ヒケ量を85%削減
- 設計変更により、Moldex3Dの予測どおり残留応力を大幅に低減
ケーススタディ
本事例では、厚さ12mmの光学レンズ製品(Fig. 1)のマルチコンポーネント成形プロセスにおいて、各層の板厚比を調整することで、光学特性の改善と冷却時間の短縮を図ります。オリジナル設計では、レンズの冷却時間が長すぎるという問題がありました。Moldex3Dの冷却解析から、オリジナル設計では製品を取り出し温度まで冷却するには384秒を必要とすることがわかりました。また、Moldex3D反り変形解析において、放熱不良に起因する深刻なヒケが確認されました。
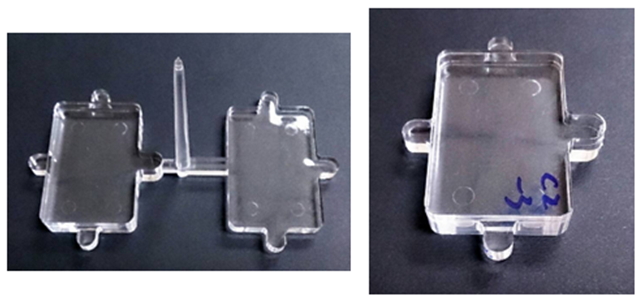
Fig.1 本事例の厚さ12mm光学レンズ
この問題を解決するため、高応大チームではマルチコンポーネント成形(MCM)プロセスを導入しました。ファーストショットで部品の中間層(A層)、セカンドショットで上下層(B層)をそれぞれ生成し、厚さ12mmのレンズ部品を製造します(Fig. 2)。この工法では、各ショットで生成する層の最適な板厚を検討する必要があります。高応大チームは4つの設計変更案をMoldex3Dで解析し、各層の板厚の違いによる冷却時間の差を確認しました。Moldex3Dの冷却解析結果から、中間層6mm、上下層各3mmの製品設計において、冷却時間が最も短い172秒となることがわかりました。これは、オリジナル設計の冷却時間(384秒)よりも55%短縮されています(Fig. 3)。
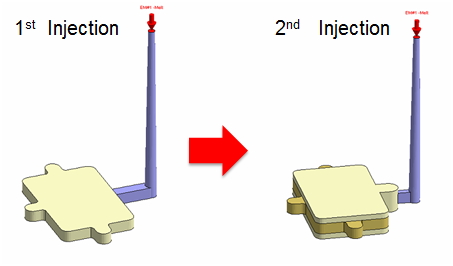
Fig.2 計2ショットでレンズを製造(中間層で1ショット、上下層で1ショット)
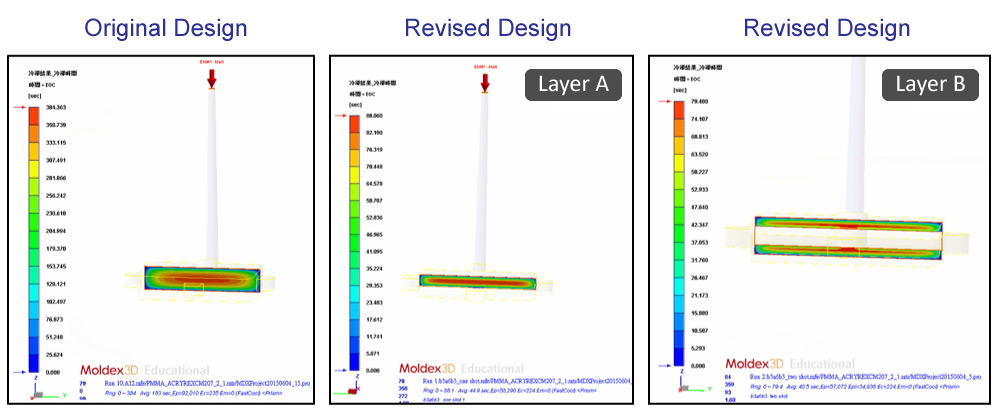
Fig.3 設計変更により、冷却時間を384秒から172秒に短縮
オリジナル設計の残留応力の測定結果と、Moldex3Dのフリンジパターン解析結果はよく一致しています(Fig. 4)。続いて、製品のヒケと、透明度などの光学特性を確認しました。Fig. 5に、ヒケ量と透明度の実測結果を示します。ヒケ量の大幅な低減が確認されるとともに、上下層の板厚の違いに比例してヒケ量が変化していることがわかります。また、設計変更後もオリジナル設計と同等の透明度を維持しています。
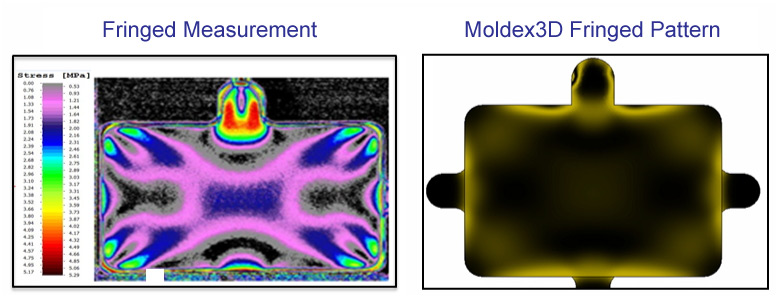
Fig.4 実測と解析の傾向が一致:オリジナル設計の残留応力とMoldex3Dのフリンジパターン(干渉縞)
解析結果
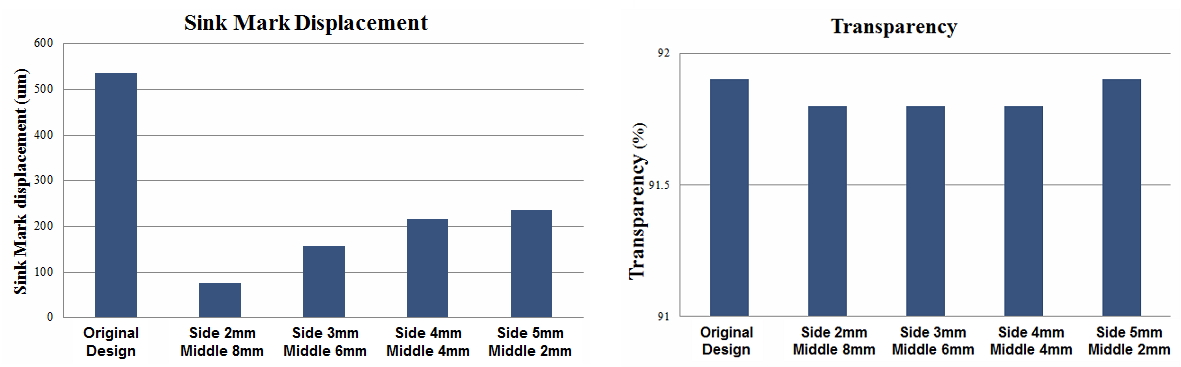
Fig.5 ヒケ量と透明度の実測結果
結論
Moldex3Dを活用することで、冷却時間の予測が可能となり、さらに光学特性の確認によりレンズの品質改善が可能となりました。残留応力についても、実測結果とMoldex3Dの解析結果が良く一致しています。これにより、Moldex3Dの解析精度と信頼性を確認できました。高応大は、Moldex3Dによって最適な各層の厚さの組み合わせを特定し、最大55%の冷却時間短縮に成功するとともに、優れた光学特性を実現しました。