
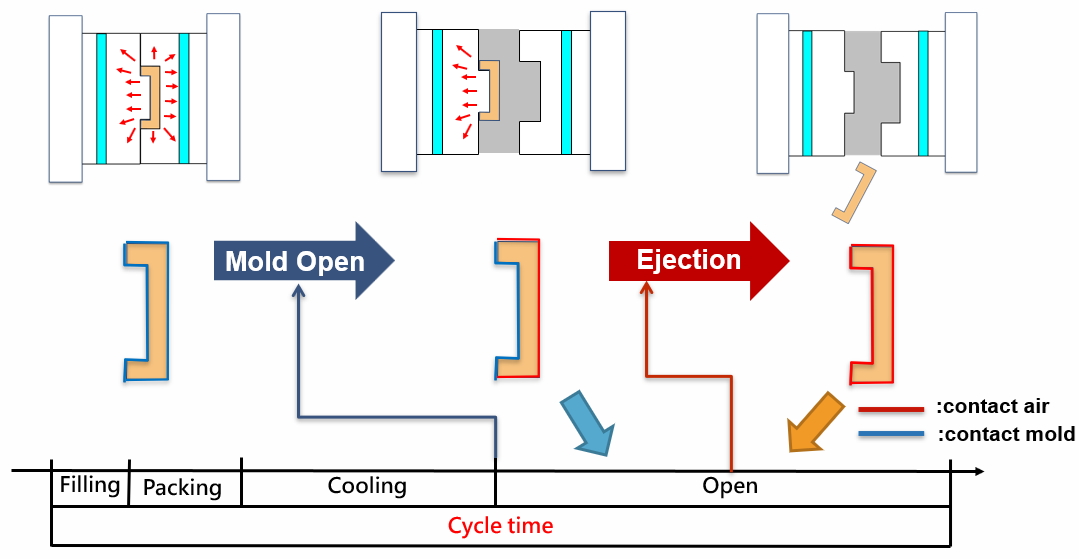
射出成形のプロセスにおいて、製品の生産サイクルは充填、保圧、冷却、型開き、突き出しの過程を経ています。冷却終了後から型開きまでの間に、製品はコア側に接触したままキャビティ側は空気に触れることになります。こうなると製品の両側表面の熱伝導が不対称になり、また製品が収縮する過程でコア側の制限を受けることになります。
Moldex3Dは型開きの時間内で、製品の状態を考慮して突き出し前後における冷却温度の計算をサポートし、これに基づきそり変形を算定し、シミュレーションをより的確なものとします。その操作ステップを以下でご説明します。
1. 冷却解析において型開きから突き出し前後までの冷却効果を考慮
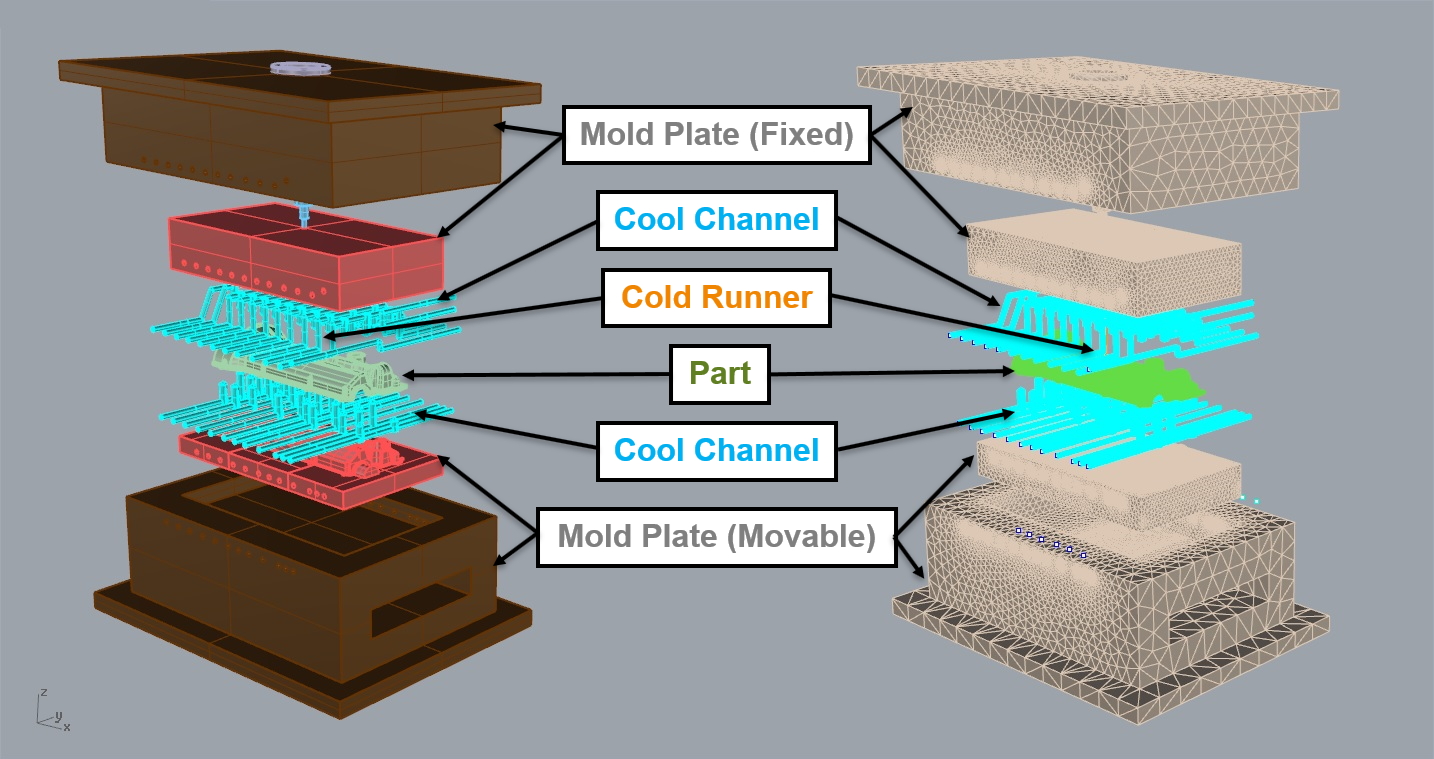
ステップ1: 金型を可動側と非可動側に分けたメッシュモデルを準備し、そのプロパティをテンプレート(可動側・非可動側)として設定します。
注:このメッシュ設定はノンマッチングメッシュに対応するものとします。
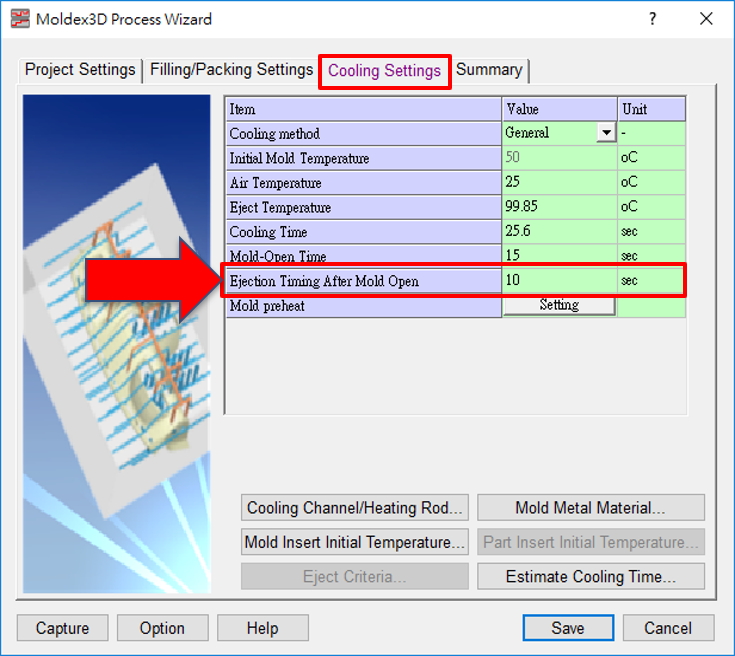
ステップ2:成形設定ウィザードの冷却設定から、「型開きから突き出しまでの時間」を設定します。この時間は型開き時間より短くしなければなりません。
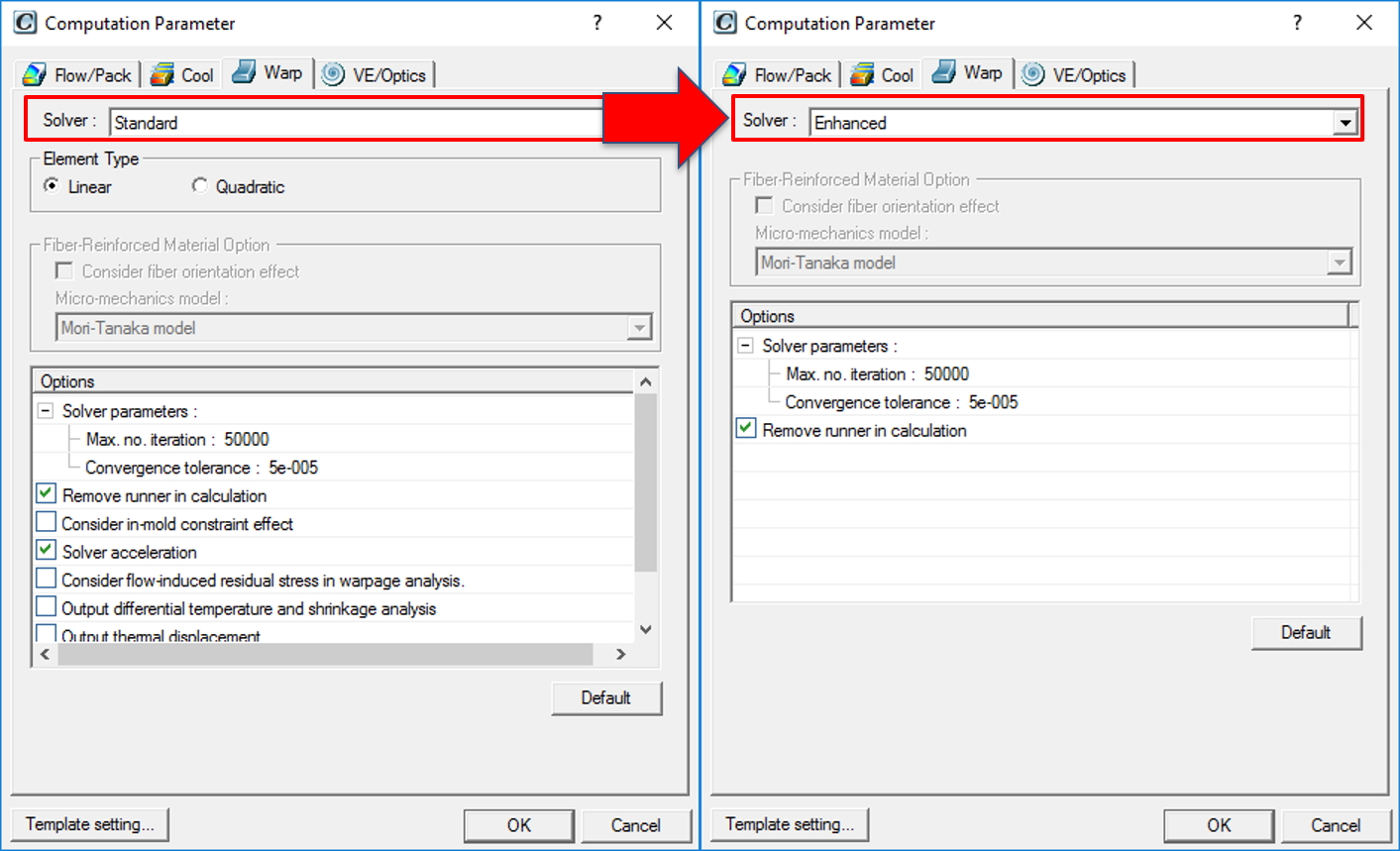
ステップ3:計算パラメーターの「そり」のタブを開きます。そりのソルバーは「エンハンストモード」(そりのシミュレーションにおいてその影響を考慮する)を選択する必要があります。
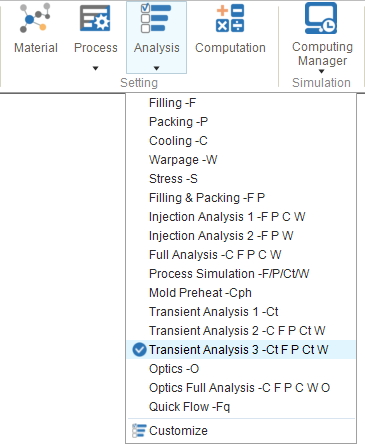
ステップ4:「解析手順」では、「過渡状態解析3-Ct F P Ct W」を選択する必要があります。
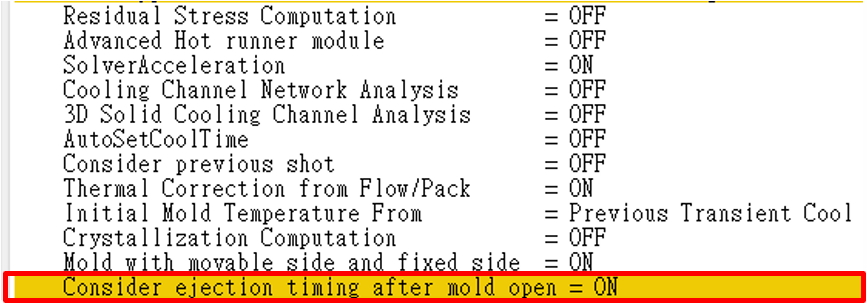
注:冷却のログファイル(*.lgc)を調べることで、正しく起動するように設定されているかを確認することができます。
2. 結果
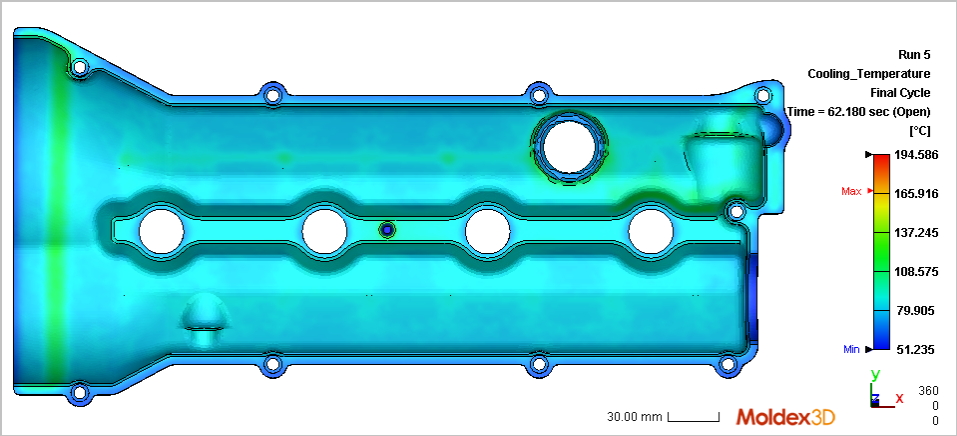
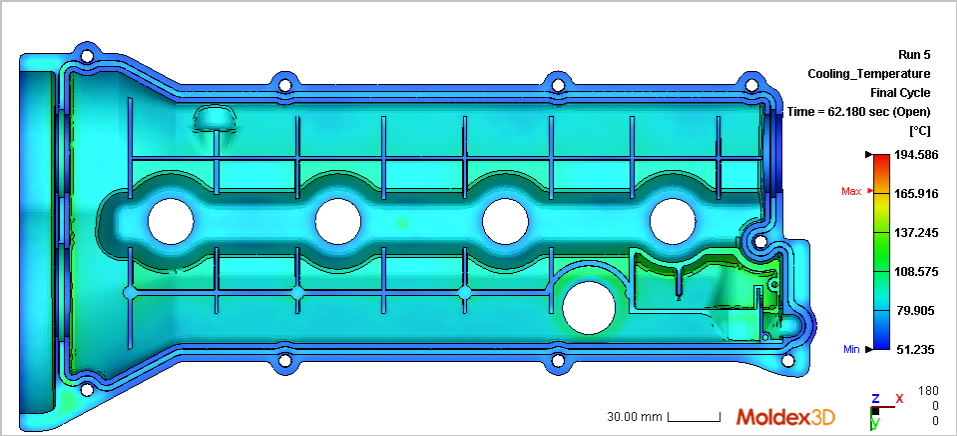
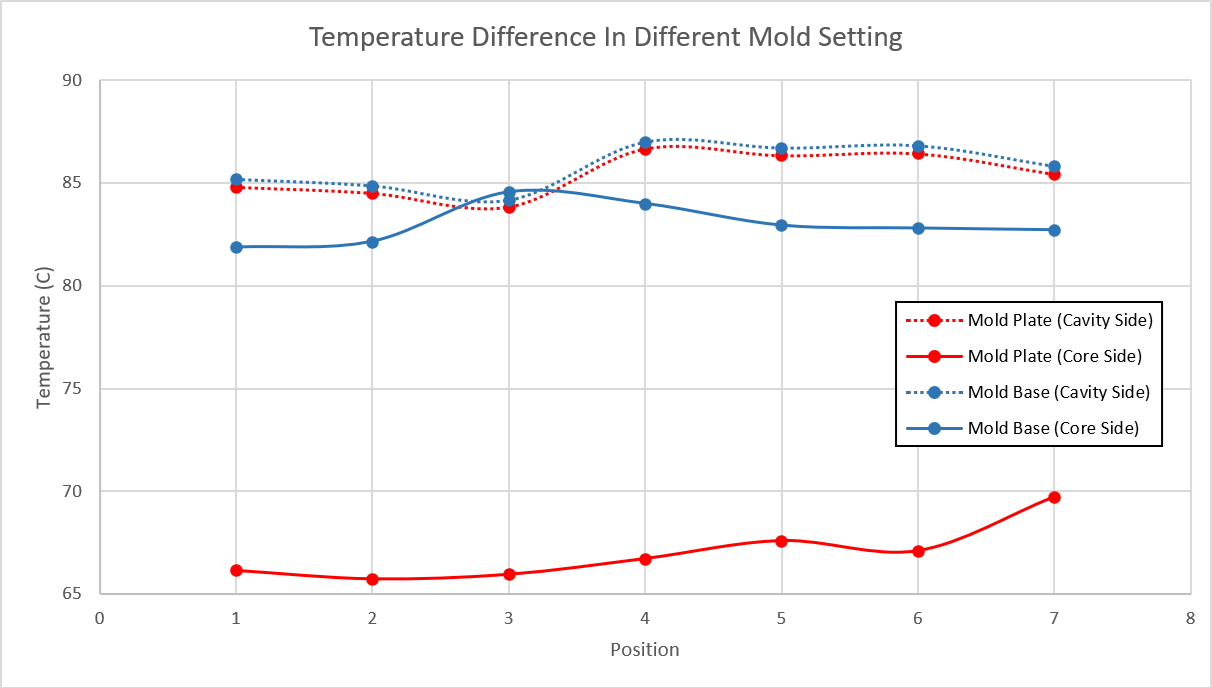
冷却の結果は、コア側とキャビティ側の接触条件が異なることにより、それぞれの温度差に違いが生じます。コア側とキャビティ側の温度を測定し、突き出しの遅延の影響を考慮するかどうかの違いを比較することで、突き出し遅延設定の差異を明確にすることができます。コアとキャビティの温度差は20.4°Cにもなることが明らかになりました。突き出し遅延を考慮しない場合、コアとキャビティの温度差はわずか2.8°Cでした。
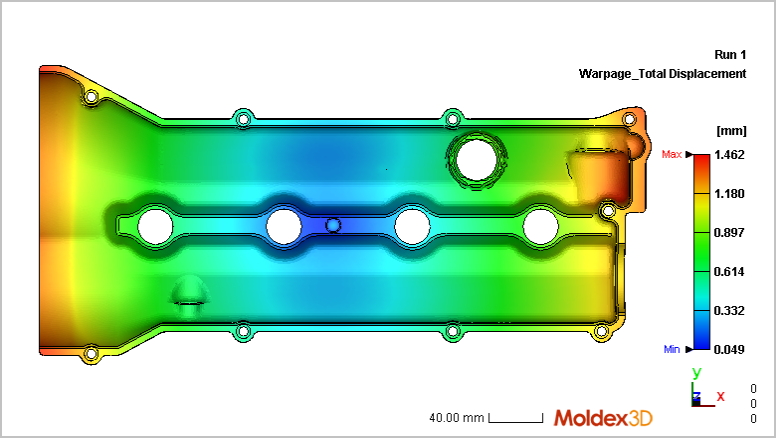
そりも同様に温度差の影響により違いが生じ、突き出し遅延を考慮するかどうかにより、そりの差異は11.6%にも達しました。
| 突き出し遅延による異なる冷却の影響を考慮する | 突き出し遅延による異なる冷却の影響を考慮しない | |
| キャビティ側温度 | 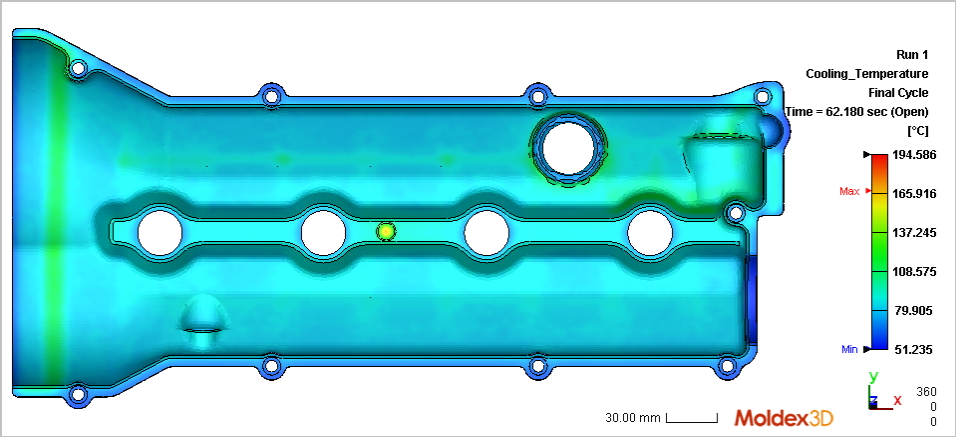 |
 |
| コア側温度 | 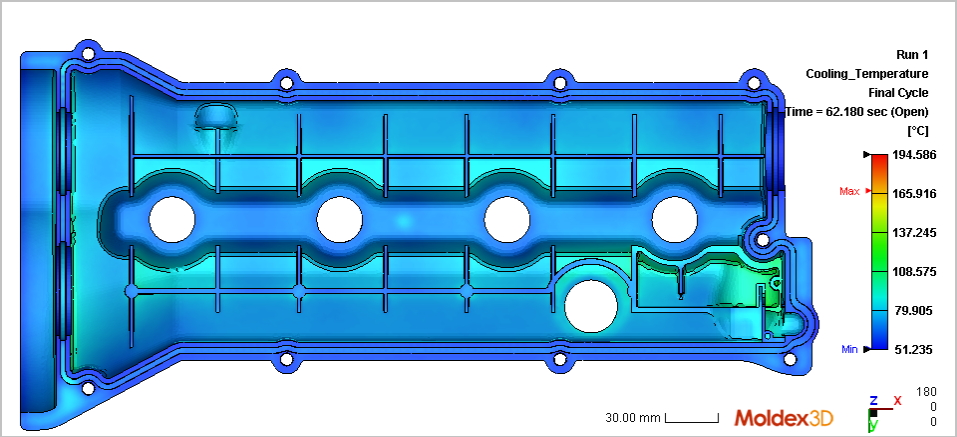 |
 |
| 突き出し遅延による異なる冷却の影響を考慮する | 突き出し遅延による異なる冷却の影響を考慮しない |
 |
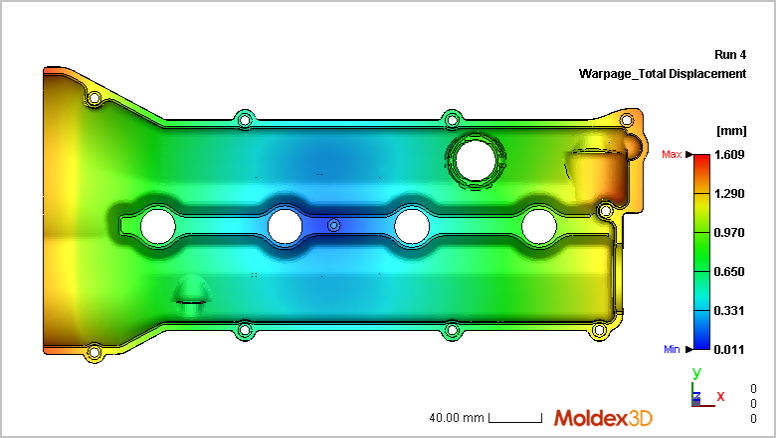 |
| 全変位:1.413 mm | 全変位:1.598 mm |