Moldex3Dでは包括的な射出圧縮成形解析ツールが利用いただけ、解析を通して充填、圧縮、保圧、冷却、ソリの各ステージ間の相互作用を考慮できます。圧縮ステージでは、メルトのノズル通過の可不可が設定可能で、プロセス条件を実際の成形パラメーターを反映した設定に調整して解析が行えます。
射出圧縮成形解析のプロセス条件の設定をステップを追ってご紹介します。
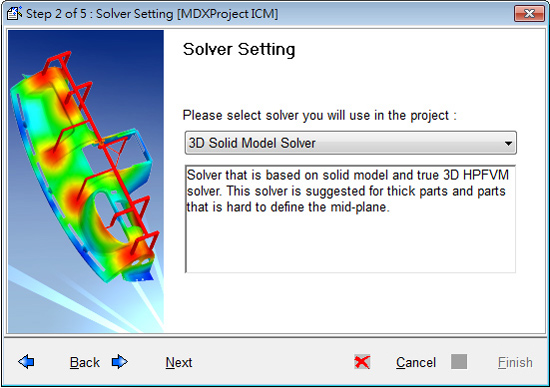
ステップ 1: まず、新しいプロジェクトを作成し、3D Solid Model Solver(3Dソリッド要素モデルソルバー)を選択します。(射出圧縮成形モジュールは3D Solid Model Solverにのみ対応しています。)
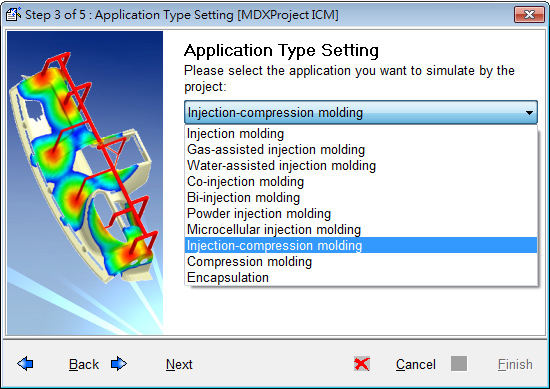
ステップ 2: 次に、Injection-compression molding(射出圧縮成形)モジュールを選択します。
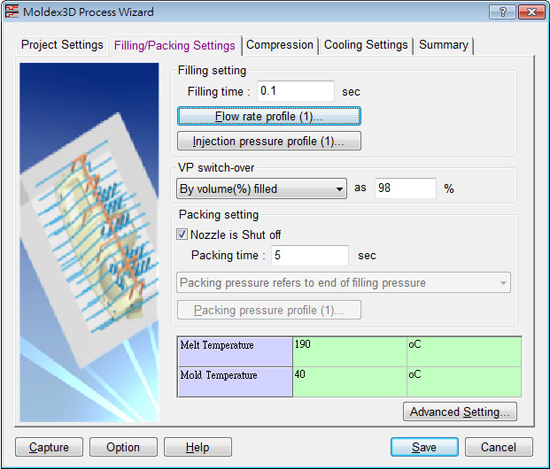
ステップ 3: プロセス設定ウィザードでは、充填・保圧と圧縮とは別のページで設定します。充填ステージのパラメーターは、標準の射出成形と同じく流速設定と射出圧力設定から指定します。設定された圧力を超える射出圧力が充填ステージでかかった場合には、流速調整に代わって圧力調整が働きます。保圧条件では、ノズルの開閉を指定できます。デフォルトの“Nozzle is Shut off”(ノズル閉鎖モード)にチェックを入れた設定では、保圧ステージでメルトがノズルを通ることはありません。保圧ステージではキャビティのメルトが増えることはないため、圧縮ステージが保圧ステージに代わります。したがって、保圧ステージで参照および設定される残りの設定は利用できません。
ステップ 4: 保圧ステージのもう一つの設定は“Nozzle is Shut off”のチェックを外す設定で、この保圧ステージでメルトがノズルを通ります。この条件では、設定方法は通常の射出成形と同じです。しかし、VP切り替え時点で圧縮工程が完了していない場合には、圧縮および保圧ステージは保圧時間に達するまで同時進行します。
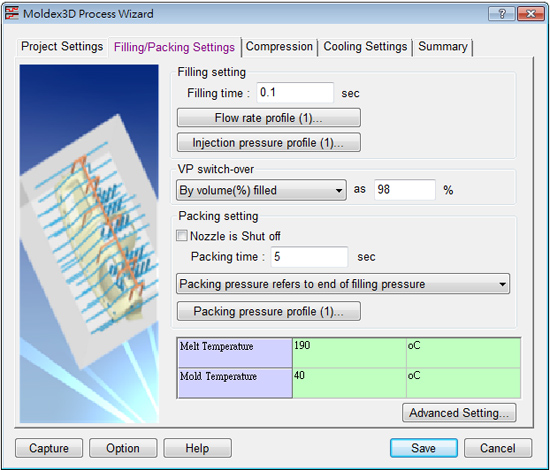
ステップ5: 次に行うのは、圧縮条件の設定です。ここのCompression gapとは、圧縮間隔を意味します。ノズル閉鎖モードのため、圧縮時間には圧縮とそれに続く保圧工程も含まれています。
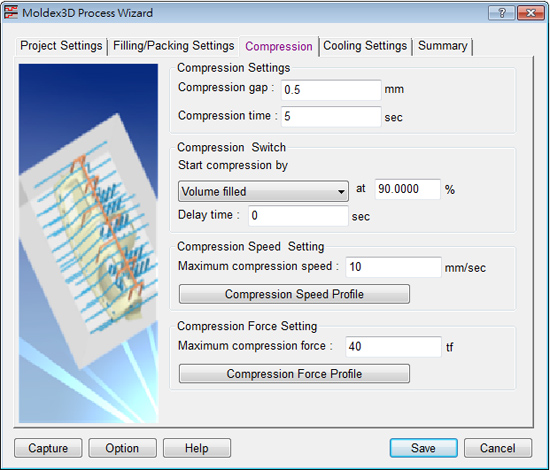
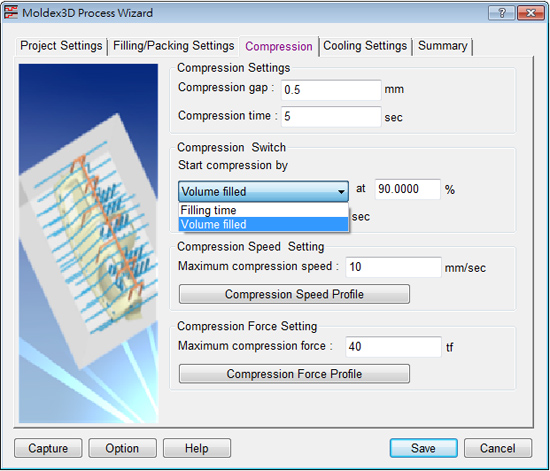
ステップ 6: 圧縮の開始方法には、体積の充足割合による方法(Volume filled)と、充填時間による方法(Filling time)の2通りあります。体積の充足割合の値は圧縮距離に比例します。最終状態の圧縮時体積と、圧縮前体積の比を参考にこの割合を設定してください。体積にはランナーとパートシステムも含まれます。Delay time(遅延時間)とは、圧縮開始前の経過時間です。
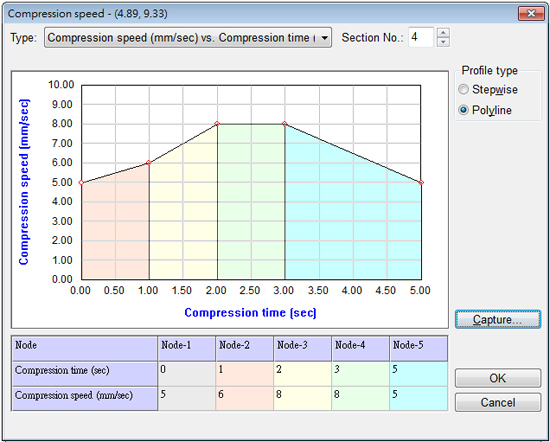
ステップ 7: 成形圧縮の速度はCompression Speed Profile(圧縮速度設定)から指定します。この速度は複数の段階に分けて指定できます。
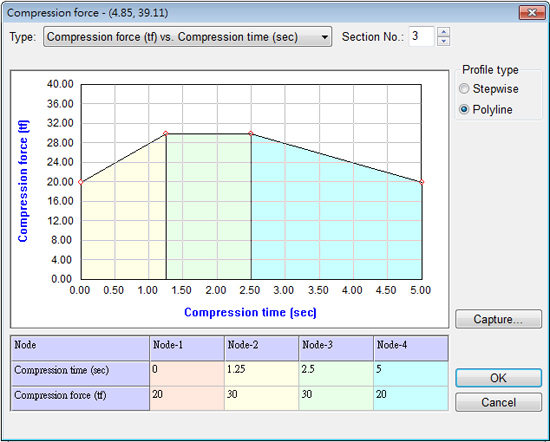
ステップ 8: 圧縮力はCompression Force Profile(圧縮力設定)から設定できます。この圧縮力も、複数の段階に分けて指定できます。圧縮ステージでは、速度制御方式と力制御方式の切り替えが、圧縮力が制限値に達するまで行えます。