In order to manufacture high quality products more efficiently, using CAE software tools to assist product development has become a standard practice in today’s product design and manufacturing world. Identifying the optimal parameters quickly in order to run a productive CAE analysis and shorten the overall simulation time is the key to improve efficiency and accelerate time-to-market, especially for complex products that typically require longer computing time for CAE analysis.
SIMULIA’s Isight is a market-leading CAE solution for automate design exploration and optimization. Isight combines cross-disciplinary models and applications in a simulation process flow, automates their execution, explores the resulting design space, and identifies the optimal design parameters based on required constraints. Isight’s ability to manipulate and map parametric data between process steps and automate multiple simulations greatly improves efficiency, reduce manual errors, and accelerate the evaluation of product design alternatives.
Coupling Moldex3D’s analysis with Isight, users can enjoy the benefits of using these two software products; the task of finding the proper design parameters manually can be fully eliminated to avoid errors and the CAE analysis workflow can be done much more efficiently. In addition, Moldex3D offers the true 3-dimensional filling analysis and its best strength can be demonstrated in the accurate simulation of injection molded optical plastics, which the product precision is an absolute key factor to the success of the products.
In the following case study of an optical mouse, we will illustrate the benefits of using Isight with Moldex3D’s analysis to streamline the simulation process. The lens, mounted on the bottom of the mouse is shown in Figure 1, consists of semi-spherical lens and prism. The prism guides the light emitted from LED to the bottom of mouse as light source. The semi-spherical lens focuses the reflecting light to the receiver of optical sensor. The lens quality affects the accuracy of light transmission. If the lens quality is not good enough, the receiver cannot get clear image. Hence, how to adjust the process parameters during injection to increase dimensional accuracy is the challenge of this case.
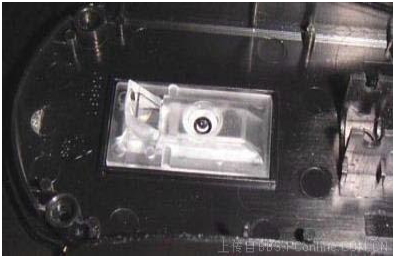 Figure 1. The lens of optical mouse
Figure 1. The lens of optical mouse
Figure 2 is the optical mouse mold with eight cavities. To increase the mesh resolution and computation efficiency, we adopted quarter symmetry model in simulation. The control factors are filling time, packing time, melt temperature and maximum packing pressure. The quality factors are shear stress distribution, total displacement and volume shrinkage distribution. The final goal of this optimization is to find proper process parameter combination for minimum shear stress distribution, minimum total displacement without over-packing.
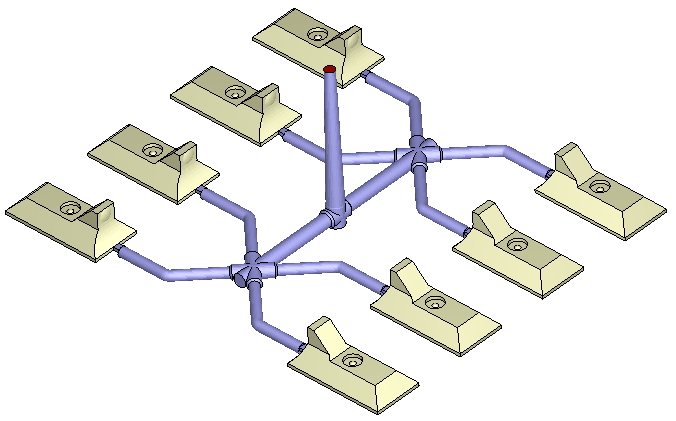 Figure 2. The mold layout of lens
Figure 2. The mold layout of lens
Decreasing the shear stress can avoid birefringence problem which results from residue stress. Birefringence will blur the original image. Decreasing the total displacement can reduce appearance error which may generate optical aberration problem on lens. Generally speaking, increasing packing time and packing pressure can decrease the total displacement but probably leads to another problem, over-packing. The volume shrinkage value becomes negative if over-packing happens. That is why we would like to take volume shrinkage into consideration as an extra quality factor.
Table 1 is the discrete setting of control factors. Large parameter range is set in order to detect tendency with the MOST optimization. Figure 3 lists the iteration history in Isight. Isight obtained the optimization result after completing 20 iterations based on Moldex3D preliminary run. The best process parameter combination is the 13th set which is highlighted in green in Figure 3.
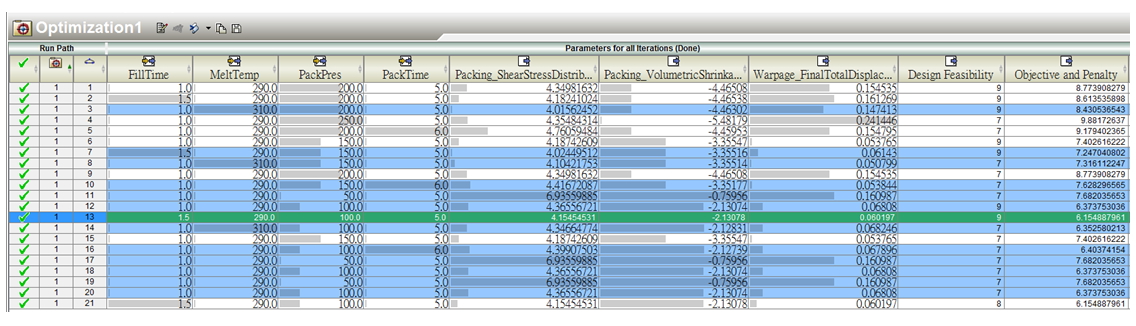 Figure 3. Iteration history in Isight
Figure 3. Iteration history in Isight
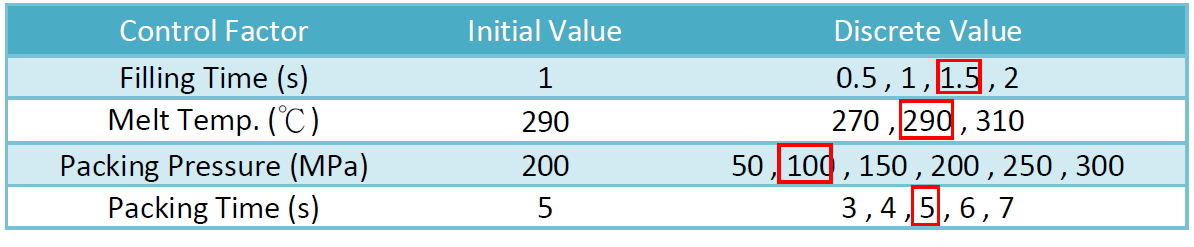 Table 1. Discrete setting of control factors, number in red circle is the best process parameter combination
Table 1. Discrete setting of control factors, number in red circle is the best process parameter combination
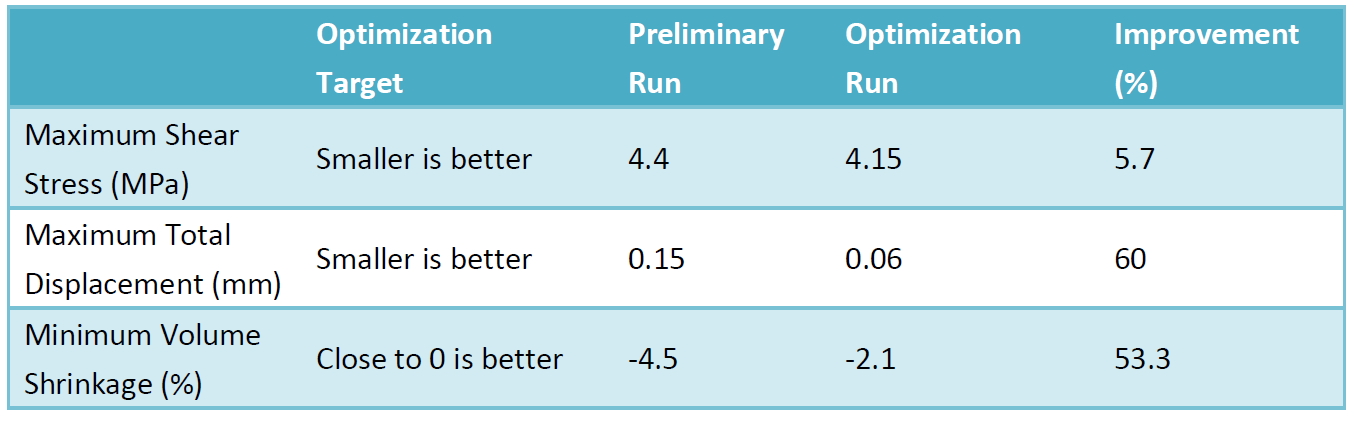
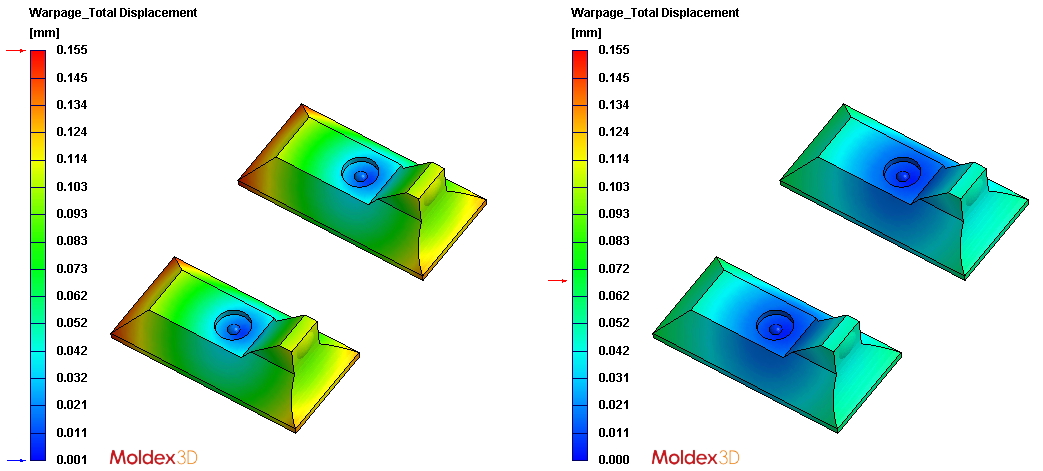
The best parameter combination is: Filling time 1.5s, melt temperature 290℃, packing pressure 100MPa with packing time 5s which are circled in red in Table 1. Table 2 compares the quality factor of optimization with the preliminary analysis. The comparison reveals that the best parameter combination obtained by Isight can achieve the three objectives we set. Especially the total displacement has been reduced by 40% in optimization. Besides, the over-packing problem is alleviated as well. Figure 4 compares the total displacement of preliminary analysis with optimization result under the same scale. The displacement of lens has great improvement especially at the center of lens.