
R&D I Department.Deputy Technical Manager.Joe Tseng
射出成形は、高精度プラスチック製品を製造する上で欠かせない主要プロセスです。しかし、成形過程において溶融樹脂の流動が合流する箇所では、しばしばウェルドラインが形成され(図1参照)、製品強度の低下や外観不良の原因となります。
Moldex3D 2026 では、ウェルドライン予測システムに対して、より高度なアルゴリズムとユーザーインターフェースの最適化が導入されました。これらの改良により、ウェルドライン予測の分解能および強度評価の精度が向上しただけでなく、解析結果を動的に再計算できるリアルタイム・インタラクティブなパラメータ調整機能も実装されています。
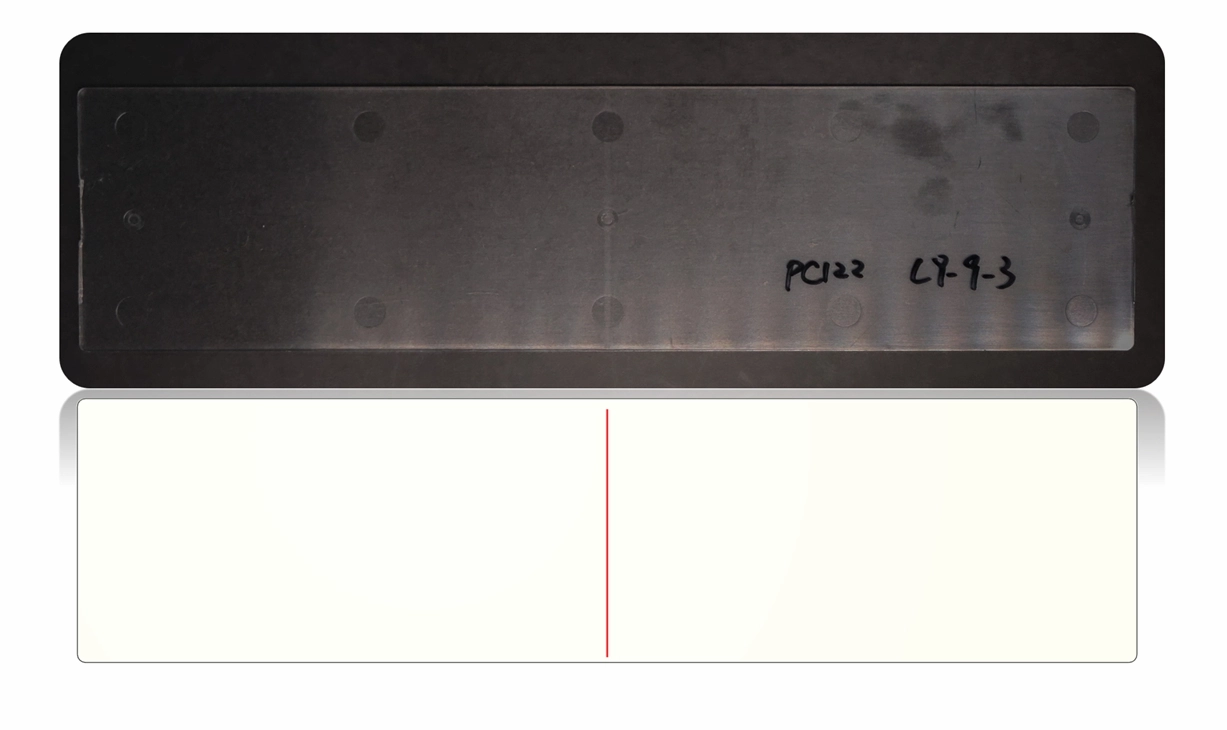
図1 ウェルドラインが製品表面品質に与える影響
会合角度の定義
Moldex3D の射出成形流動解析では、溶融樹脂の2つの流動フロントが合流する際の**会合角度(Meeting Angle)**を測定することでウェルドラインを検出します。図2に示すように、θ はこの会合角度を表しており、ウェルドラインの種類分類および品質評価において重要な指標となります。
会合角度 θ が 145° 未満の場合、鋭いウェルドラインが形成され、溶着性が低く、機械強度の低下につながる可能性があります。一方、θ が 145° を超える場合は、より良好な溶着状態を示すメルドライン(Meld Line)が形成され、機械的特性の向上が期待できます。Moldex3D では、この 145° を基準値として、ウェルドラインとメルドラインを判別しています。
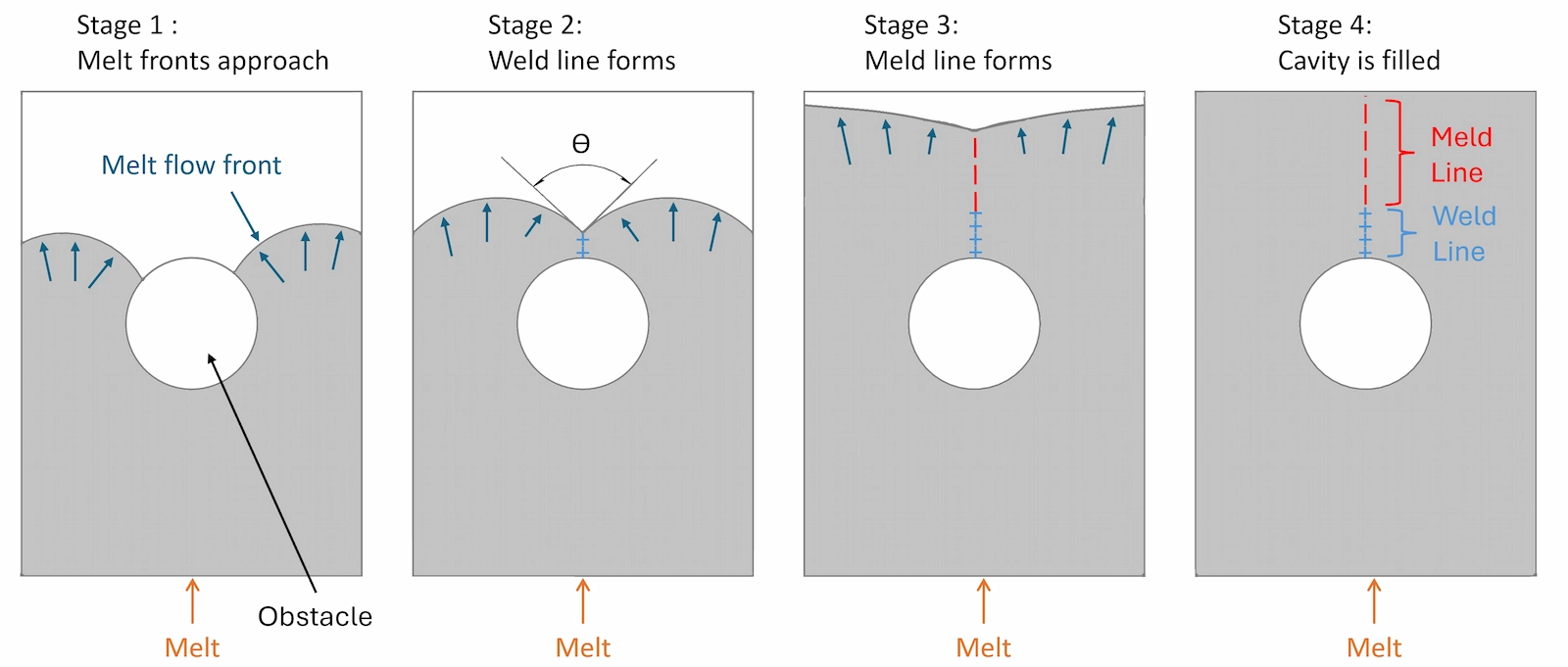 図2 会合角度の定義とウェルドラインとの関係[1]
図2 会合角度の定義とウェルドラインとの関係[1]
図3に示す解析モデルとして、100 mm × 100 mm の平板形状に、板厚 2 mm および 1 mm の2種類を用い、中央に直径 10 mm の円孔を設けました。本モデルを用いて、後続の結果比較を行います。[2]
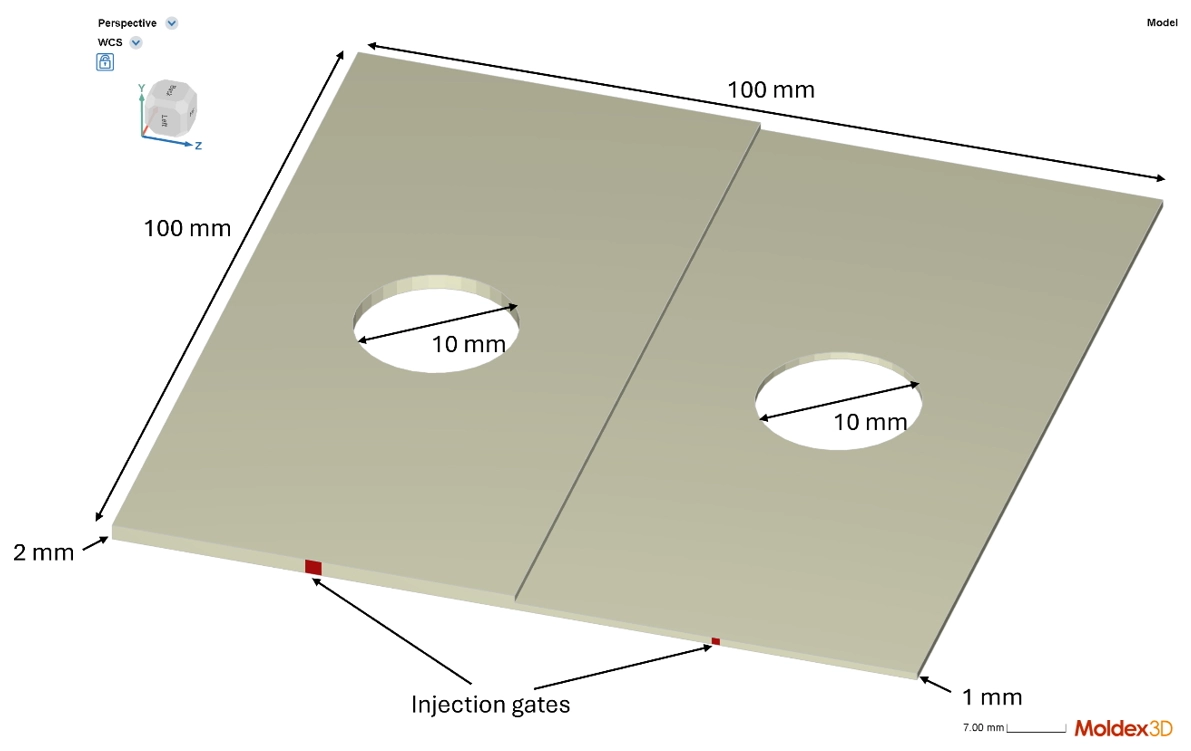
図3 モデル寸法およびゲート位置[2]
ウェルドライン位置予測の精度向上
Moldex3D 2026 では、ウェルドライン位置予測アルゴリズムがさらに高度化され、ウェルドラインの開始点および終了点における遷移領域の接続性が向上しました。溶融樹脂の2つの流動フロントの融合過程を動的に追跡し、潜在的なウェルドライン領域を単一の連続したラインとして統合します。
さらに、図4では、各流動段階における流動フロントとウェルドライン形成の関係を可視化しており、ウェルドライン発生の根本原因を理解し、金型設計や成形条件の最適化に役立てることができます。
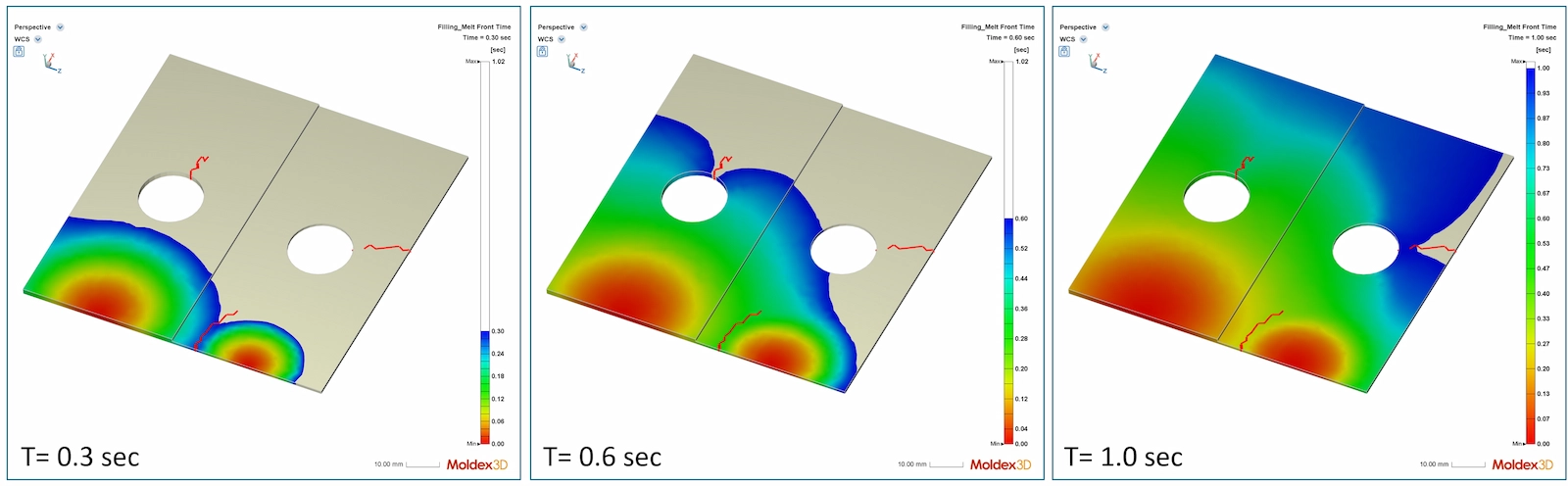 図4 溶融樹脂フロントと3本のウェルドライン形成過程
図4 溶融樹脂フロントと3本のウェルドライン形成過程
最大会合角度の変更
Moldex3D 2026 では、直感的な操作が可能なインターフェースにより、リアルタイムでのパラメータ調整が容易になりました。ウェルドライン結果上で右クリックし、「Re-Estimate Weld Line」機能を有効にすることで、最大会合角度を変更し、ウェルドライン長さを再計算できます(図5)。
設定変更後、システムは即座に解析結果を更新し、新しいウェルドライン長さを表示します(図6)。これにより、ウェルドラインの前方延長部におけるメルドライン発生領域を迅速に特定でき、解析スピードと柔軟性が大幅に向上します。ユーザーは、製品品質向上のために設計パラメータを精密に評価・最適化することが可能となります。
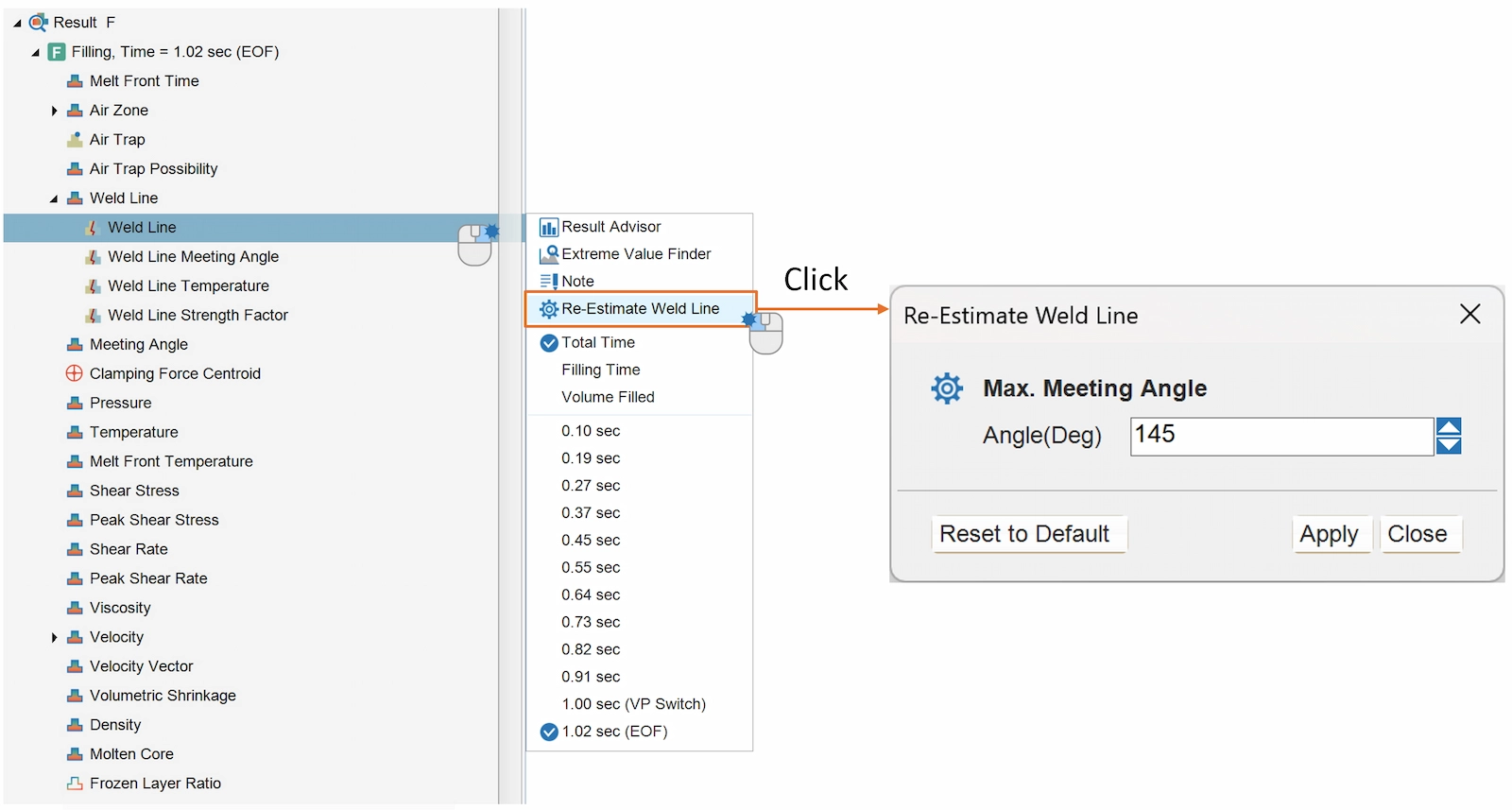 図5 最大会合角度の変更
図5 最大会合角度の変更
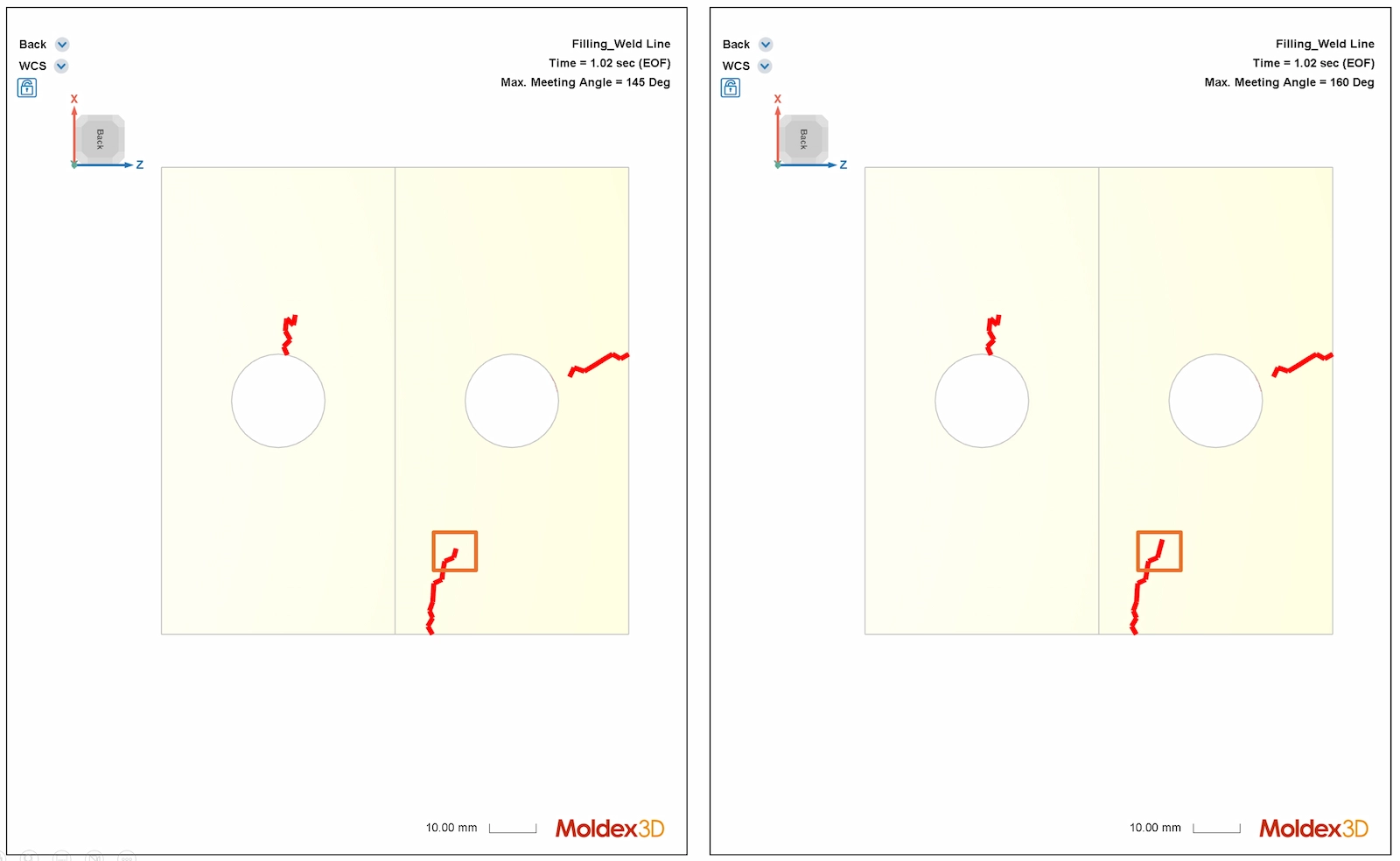
図6 最大会合角度設定によるウェルドライン延長の違い(左:145°、右:160°)
ウェルドライン強度予測の高精度化
ウェルドライン位置の最適化に加え、Moldex3D 2026 ではウェルドライン強度予測の中核計算が大幅に強化され、実際の成形条件をより忠実に反映できるようになりました。新バージョンでは、複数の時間ステージにわたる解析を導入し、流動フロント合流時における溶融樹脂の温度、圧力、せん断速度といった物理特性を総合的に評価することで、強度予測の精度と信頼性を向上させています。
これにより、設計および成形条件最適化を支援する、より信頼性の高いデータが提供され、後工程の構造強度解析へのエクスポートも可能となります。
さらに、異なる材料におけるウェルドライン強度を比較した結果、同一の成形条件であっても、材料特性の違いにより流動フロントやウェルドライン位置、ならびにウェルドライン強度に差異が生じることが確認されました(図7)。本機能により、設計初期段階で材料依存の影響を把握でき、より精度の高い材料選定が可能となります。
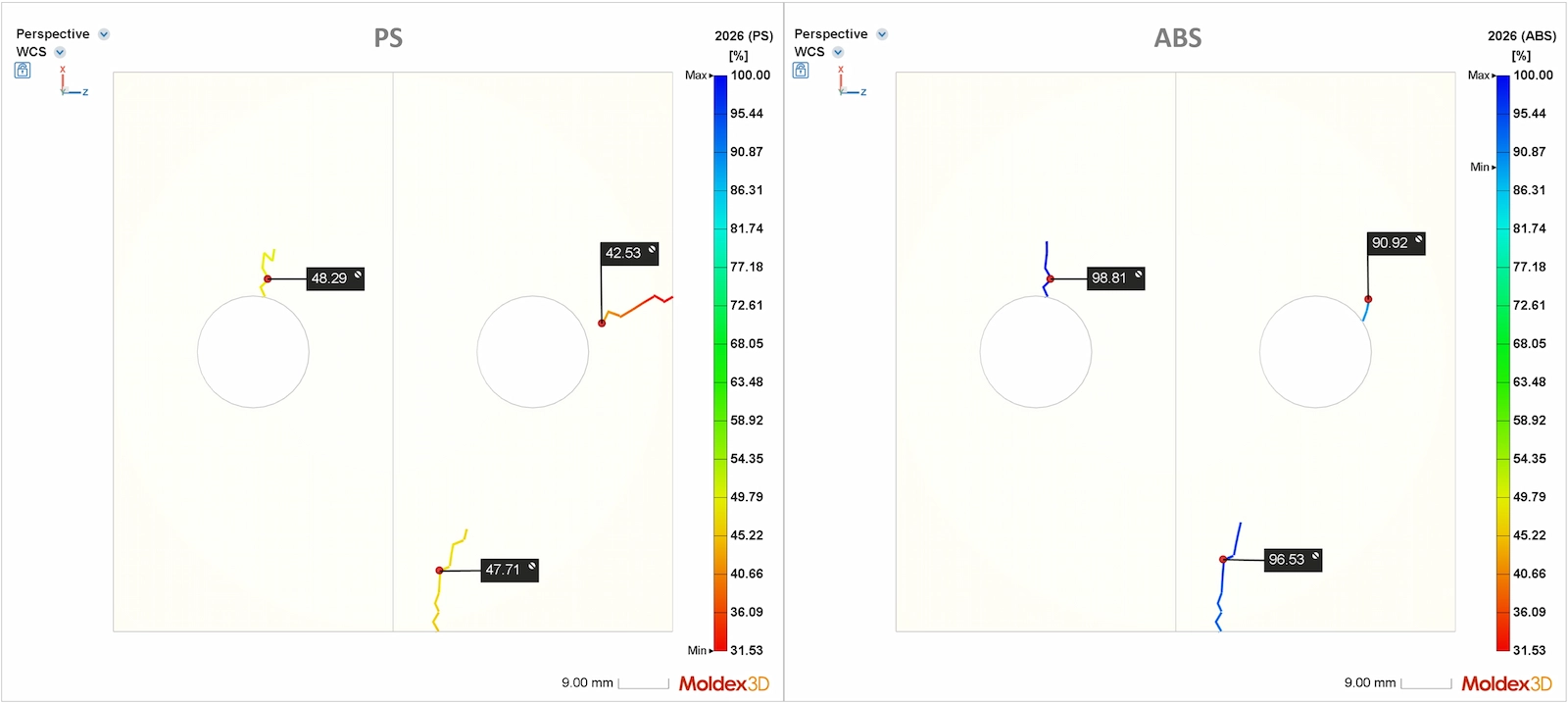 図7 異なる材料によるウェルドライン強度の比較(左:PS、右:ABS)
図7 異なる材料によるウェルドライン強度の比較(左:PS、右:ABS)
する信頼性の高い製品設計
Moldex3D 2026 は、射出成形シミュレーションにおけるウェルドライン予測機能を革新的に進化させました。強化されたアルゴリズムにより、溶融樹脂の流動フロントを動的かつ高精度に監視し、潜在的なウェルドライン領域を単一で連続性のあるラインとして統合することで、予測精度と詳細度が大幅に向上しています。
また、「Re-Estimate Weld Line」機能によるリアルタイム・インタラクティブな操作により、最大会合角度の調整と即時結果更新が可能となり、メルドライン領域および品質評価を迅速に行えます。さらに、温度・圧力・せん断速度といった主要物理パラメータを統合したウェルドライン強度予測エンジンにより、より現実に即した強度評価を実現しました。
これらの包括的な改良により、詳細な構造強度解析を支援する信頼性の高いデータが提供され、より効果的な製品設計および成形プロセス最適化が可能となります。