

文責:CoreTech System技術サポート部エンジニア・王志揚

- 顧客名:ケムニッツ工科大学
- 国名:ドイツ
- 業種:教育
- 導入ソリューション:Moldex3D Advanced、流動 、変形、FEAインターフェース、繊維配向、Designer BLM
ケムニッツ工科大学は学生数1万人超のドイツザクセン州で3番目に大きな大学です(出典)。
概要
熱硬化性樹脂の射出プロセスにおける流動挙動について十分な説明を行った研究はこれまでになく、充填段階において熱硬化性樹脂と製品壁面の間に壁面滑り現象が存在するかどうかについては解明されていません。本ケーススタディでは、ケムニッツ工科大学の学生がどのようにしてMoldex3Dを利用して有効な方法を見出し、充填段階のポリマーの壁面滑り現象の予測を行ったのか、また、どのようにしてMoldex3Dの材料データベースに直接インポート可能な材料データシートを作成し、熱硬化性樹脂の射出成形プロセスにおける壁面滑りの境界条件のシミュレーションを行ったのかについて紹介します。
課題
- 熱硬化性樹脂の充填時における壁面滑り現象の調査
- 熱硬化性樹脂シミュレーションのための材料データシートの作成
- さまざまな昇温速度下におけるレオロジー挙動と硬化反応速度のマスターカーブの予測
導入ソリューション
研究チームは、まず射出プロセスを変えて実験・研究を行い、フェノール樹脂と金型壁面において、熱可塑性材料には見られない著しい滑りがあることを見出しました。次に、熱硬化性射出成形物のレオロジー挙動および熱特性の測定に成功しました。さらに、数値手法を用いて材料データシートを作成し、さまざまな昇温速度下における粘性と硬化反応度のマスターカーブを予測しました。最後に、データシートをMoldex3Dの材料データベースにインポートし、壁面滑りの境界条件を考慮した射出成形プロセスのシミュレーション結果を検証しました。また、実験結果においても、熱硬化性樹脂とキャビティ表面の境界面上に著しい滑りがあることを確認しました。
成果
- 熱硬化性樹脂の射出成形における壁面滑り現象の影響の検証
- 熱硬化性樹脂と熱可塑性樹脂の流動挙動の比較
- 熱硬化性樹脂射出成形シミュレーション用の材料データシートの作成
ケーススタディ
ケムニッツ工科大学で研究員を務めるTran-Ngoc Tu博士は、熱硬化性樹脂成形材料(Vyncolit X655 PF-(GF+Mineral) 80%)の壁面滑り状態下での流動挙動を研究するため、充填過程におけるフローフロントと金型壁面の間の現象を観察しました。その結果、熱硬化性樹脂には不安定なフローフロントが生じることが明らかになりました(図1)。
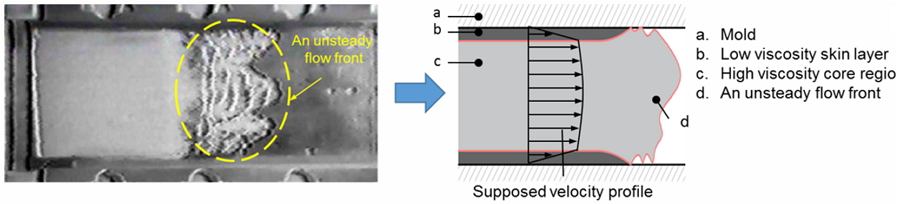
図1 熱硬化性フェノール樹脂の不安定なフローフロント(左)と想定されたフロー特性(右)
壁面滑り現象を検証するため、射出(各サイクル)が始まる前にその都度キャビティ内にマーキングを行い、製品を金型から取り出した後に製品表面の白いマーキングの位置を分析しました。マーキングの位置が変わっていない場合は射出を通じて壁面滑りが生じていないことを意味しており、それとは逆にマーキングの位置が変わっている場合はポリマーとキャビティ表面の間に著しい壁面滑りの現象が生じたことを意味しています。図2は壁面滑り現象の観察の概要を示したものです。
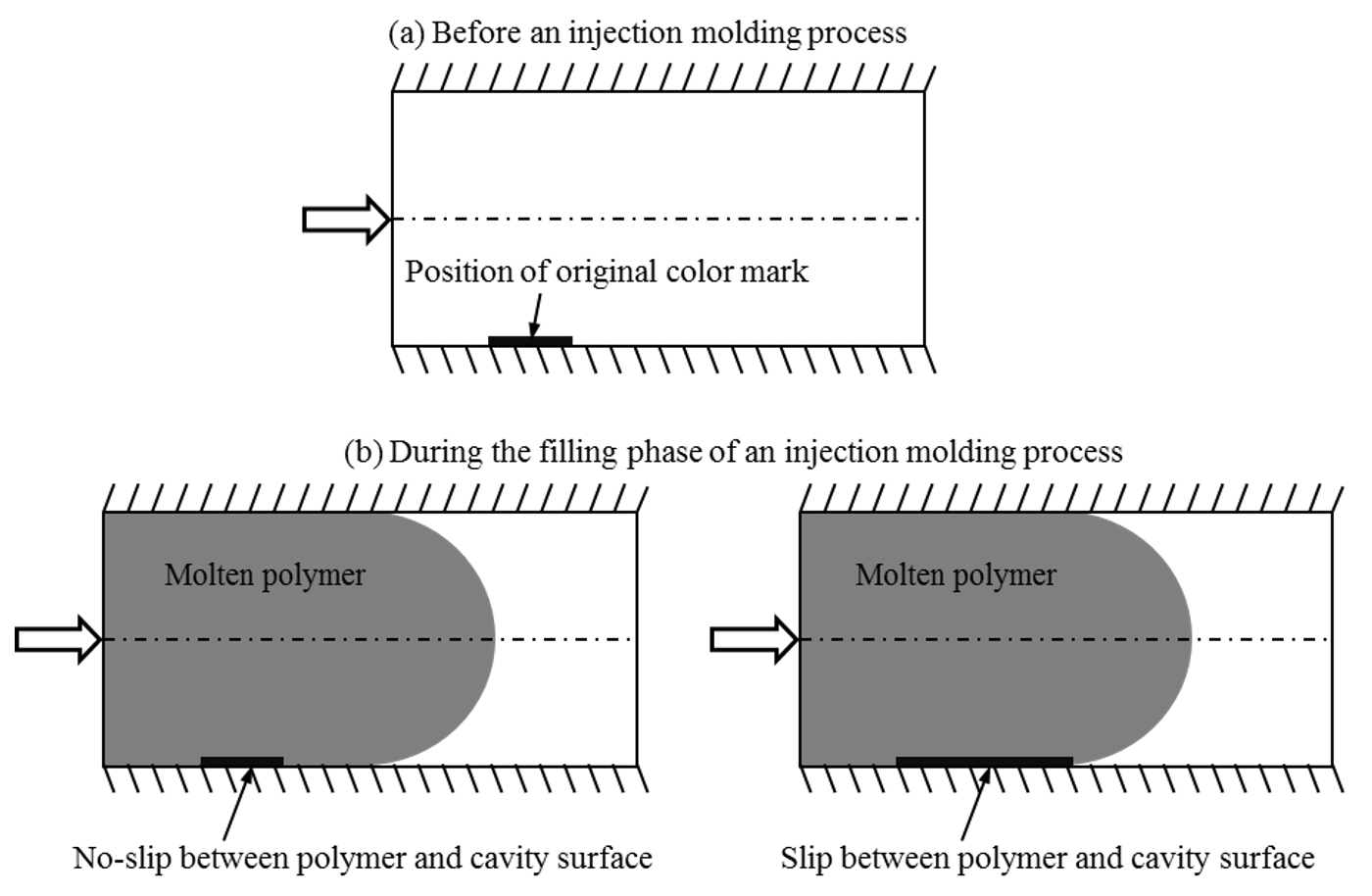
図2 壁面滑り現象観察の実験プロセス
らせん状パーツおよび比較的複雑な工業用パーツを利用し、壁面滑り、ウェルドラインの位置および流動長を観察しました。図3はらせん状パーツの形状を示したものであり、一定の速度で射出を行いました。図4は観察に用いた複雑な工業用パーツであり、速度を変化させて射出を行いました。それぞれのプロセス条件は表1および表2のとおりです。
 |
|
|||||||||||||
|
図3 らせん状パーツ |
表1 らせん状パーツのプロセス条件 |
 |
|
|||||||||||||
|
図4 複雑な工業用パーツ |
表2 複雑な工業用パーツのプロセス条件 |
2つのプラスチックパーツからは、異なるプロセス条件下においてフェノール樹脂と金型壁の間に著しい壁面滑り現象が生じ、白いマークが表面のメルトフロー方向に沿って移動していることが観察されました。図5はそれぞれのプラスチックパーツの壁面滑り現象の様子です。
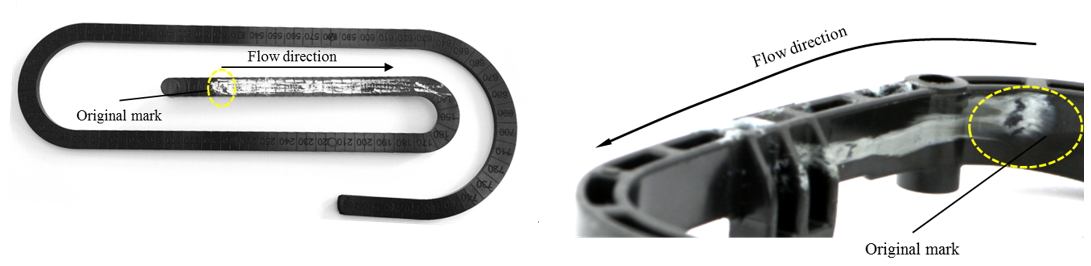
図5 らせん状パーツと複雑なパーツのキャビティ表面上に生じた白いマークの滑り
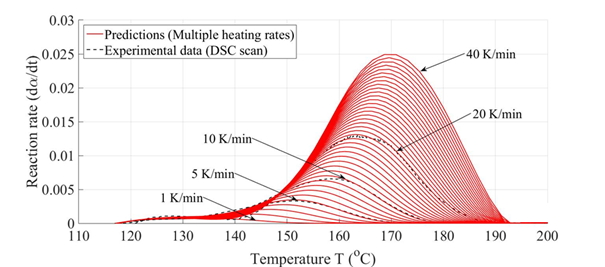
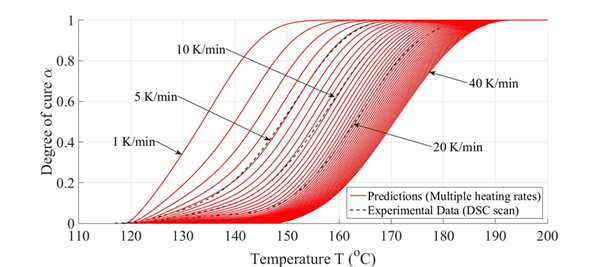
射出成形の数値計算において、材料特性は最終的なシミュレーションの再現性に影響を及ぼす重要な要素の一つです。本ケースでは示差走査熱量計(DSC Q2000)および熱伝導率計(DTC 300)を使用して材料の熱特性を測定し、また、平板型レオメータ(AR 2000)を使用して材料のレオロジー特性を測定し、そのうえでこれらの測定データを数値モデルに反映させました。3つの昇温速度の下で測定された硬化速度はそれぞれ5、10および20 K/minであり、異なる昇温速度下での反応速度および硬化度の予測に用いたKamalモデル(硬化速度モデル)は、それぞれ図6および図7のとおりです。
 |
 |
|
| 図6 反応速度 | 図7 硬化度 |
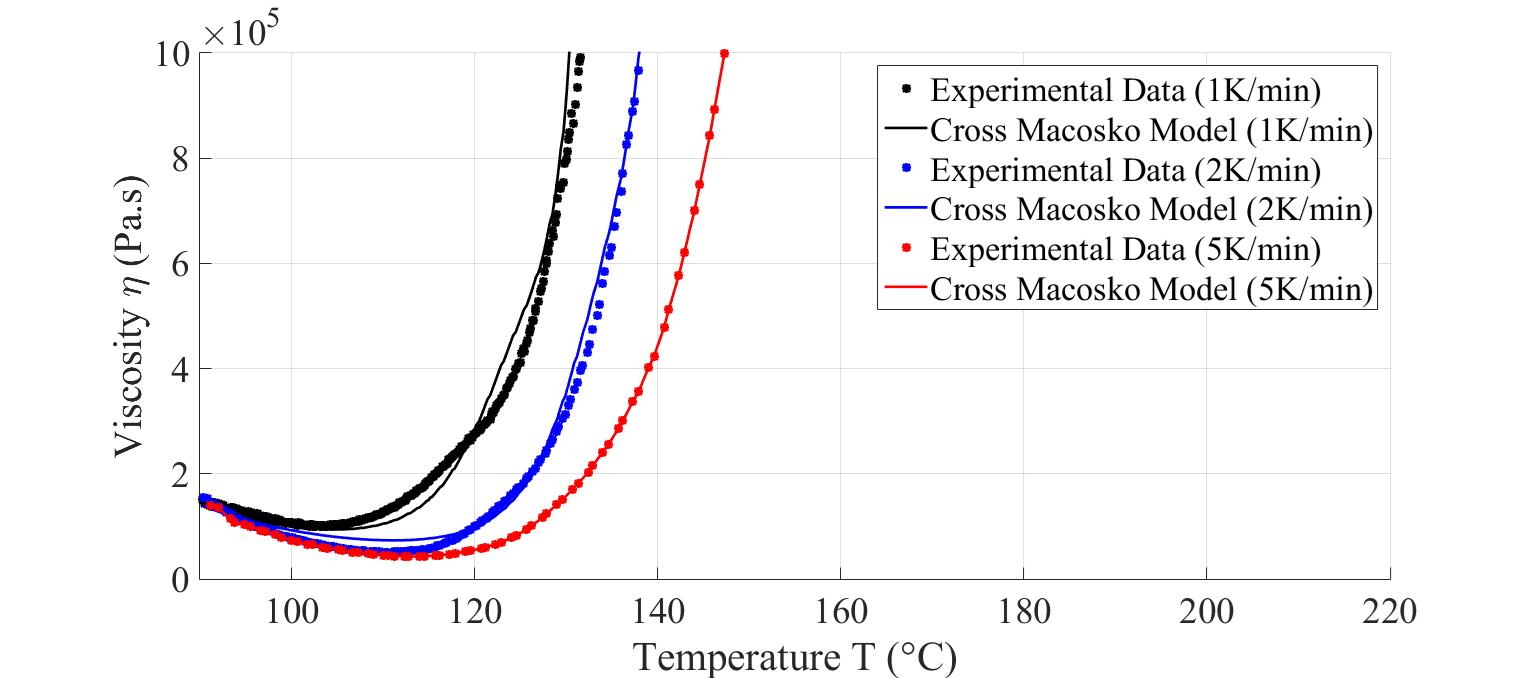
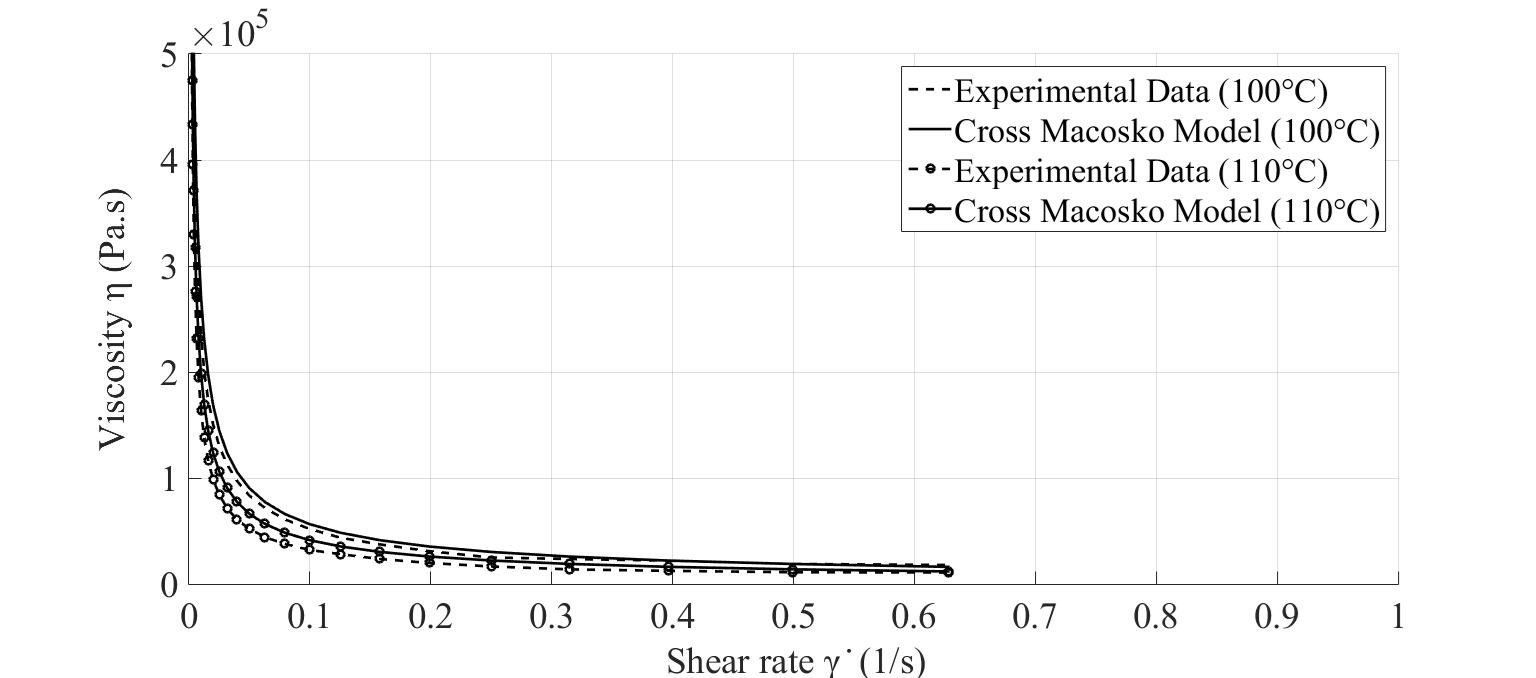
続いてCross-Castro-Macoskoモデルを用いて異なる昇温速度下での材料粘度の予測を行い、予測された材料粘度の曲線が実験結果と一致することを確認しました(図8および図9)。
 |
 |
|
| 図8 粘度-温度変化の曲線 | 図9 粘度-せん断速度変化の曲線 |
予測した材料特性をデータ変換し、Moldex3Dの材料データベースにインポートしてMoldex3Dでシミュレーションを行ったところ、らせん状パーツの壁面滑り条件下において、Moldex3Dによる流動長さのシミュレーション結果が、実験結果とほぼ一致することが観察されました。複雑なパーツについては、速度を変化させて射出を行い、シミュレーションおよび実験における流動挙動、ならびにウェルドラインが生じるおそれのある位置を検証しました。その結果、Moldex3Dは射出速度を変化させて行った場合に実験結果同様のショートショット挙動を示しました。また、充填が不完全なショートショットの状態では解析結果と同様のウェルドラインが観察されました(図10)。
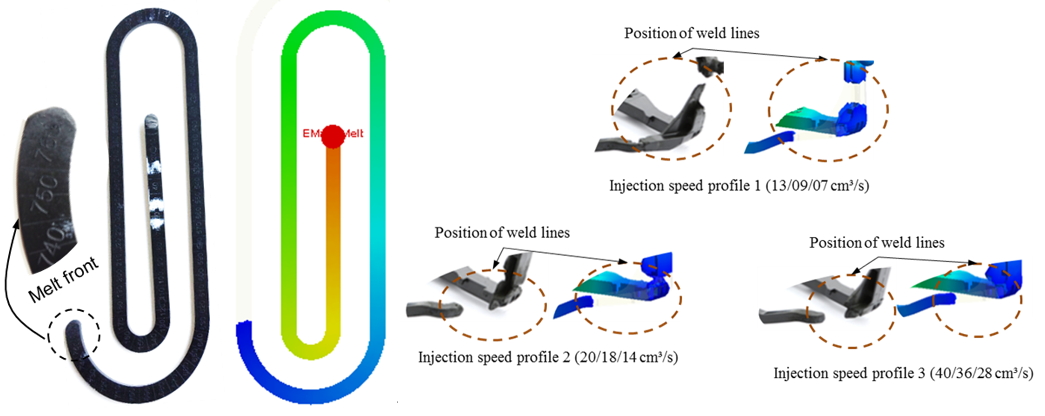
図10 充填が不完全な実験結果(左)と対応するMoldex3Dの充填シミュレーション結果(右)
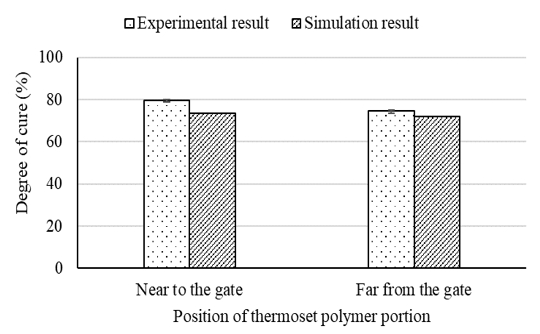
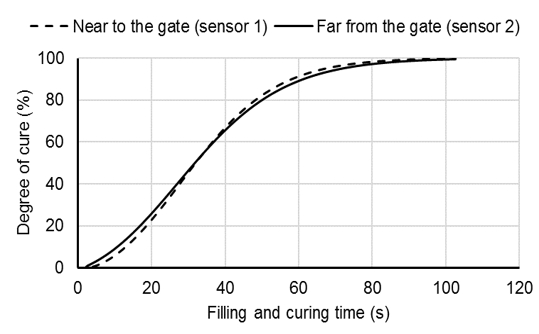
らせん状パーツの実験結果のゲート近くは、ゲートから遠い部分よりも硬化度が高いことを示しています。図11のシミュレーション予測値から、43秒の時点の硬化度が約75%であり、実験データ(79%)との違いが4%であることが確認できます。図12からは、わずか50秒で溶融樹脂の中心の硬化度が79%に達することが確認できます。これらのことから、計算に用いた材料データが妥当であることを示しています。
 |
 |
|
| 図11 らせん状パーツの硬化度の実験とシミュレーションの結果比較(充填および硬化の時間は43秒) | 図12 Vyncolit X655溶融樹脂の充填および硬化段階における硬化度のシミュレーション |
結論
Moldex3Dによる解析と実験結果の比較を通じて、製品のキャビティ表面と溶融樹脂の間に著しい壁面滑り現象があることが観察されました。そのほか、Moldex3Dによる熱硬化性樹脂射出成形の硬化プロセス、流動長、圧力分布、粘度、ウェルドラインなどの現象のシミュレーションによる予測結果が実験とほぼ一致することも明らかとなりました。これらのことから、Moldex3Dが提供する数値シミュレーション手法は射出成形における最適な条件を予測する理想的なツールであると言えます。