

文責:コアテックシステム社 アジア太平洋事業部 シニアテクニカルスペシャリスト(Marirajan Ramachandran)
![]()
- 顧客名:SABIC Research & Technology Pvt. Ltd.
- 国名:インド
- 業種:自動車
- 導入ソリューション:Moldex3D Advancedソリューション;流動解析モジュール、保圧解析モジュール、冷却解析モジュール、そり変形解析モジュール、Designer BLMマルチコンポーネント成形、圧縮成形
SABICは50か国以上で事業を展開し、全世界で34000人もの従業員を擁する、化学品、肥料、プラスチック、金属を取り扱う世界的メーカーです。(出典:SABIC)
概要
ダブルショット射出圧縮成形(2K-ICM)プロセスは、体積や表面積が大きい複雑なプラスチックコンポーネントの成形において大きな可能性を秘めています。ですが、2K-ICMプロセスではさまざまな要因が相互作用し、ひけなどの外観不良が発生しやすくなります。そのため、本事例の目標は、Moldex3Dを使用して2K-ICMのシミュレーションフレームワークを構築し、リブ製品の重要なプロセスの現象を観察するとともに、どのような形状とプロセスがひけの要因となっているかを調査することにありました。Moldex3Dを用いたフル3Dシミュレーション検証により、成形機や材料の選択、金型設計やプロセスの最適化に必要なトライアンドエラーにかかる時間とコストを大幅に削減することが可能となり、SABICは2K-ICMプロセスによるメリットを最大限に発揮できるようになりました。
課題
- 2K-ICMへの十分な理解の不足
- 複雑な2K-ICMの設計とプロセス
- ひけ問題
導入ソリューション
Moldex3Dのマルチコンポーネント成形モジュール(MCM)は、ファーストショットとセカンドショットの熱履歴をシームレスにとらえ、包括的なシミュレーションを実現することができます。
成果
- ファーストショットの熱履歴を考慮した、複雑な2K-ICMプロセス能力の開発
- 試作でのトライアンドエラー回数を最小限に抑制
- 製品設計の最適化による生産能力の向上
- 設計段階における複雑な成形プロセスと製造コストを最小化
- 適切な成形機の選択、市場投入までの時間の短縮、製品設計の複雑性の評価に有効
- 全体的な製品製造サイクルの短縮
- シミュレーション結果から顧客に対するより良い確実なソリューションの提案が可能に
ケーススタディ
現在、ボディパネル、トラックのサイドエアディフレクター、パノラマサンルーフといった大型プラスチック部品の製造において、熱硬化性シートプリプレグ(SMC)に代わって熱可塑性材料を使用する傾向にあります。その理由として、熱可塑性素材はSMCに比べて設計の自由度が高く、軽量で、2種類以上のコンポーネントの機能を組み合わせることが可能であることが挙げられます。ダブルショット射出成形(2K-ICM)テクノロジーは業界での使用がますます盛んになってきてはいますが、理想的な最終製品に到達するためのプロセスを最適化するシミュレーション技術が特に不足しています。SABICのR&DエンジニアであるRaghavendra JaniwaradはMoldex3Dを利用して2K-ICMのシミュレーションを行い、製品設計と外観を最適化しました。
本事例での目的はシミュレーションテクノロジーを通じて、2K-ICM製品の外観、そり変形、温度分布の情報を把握することにあります(図1)。
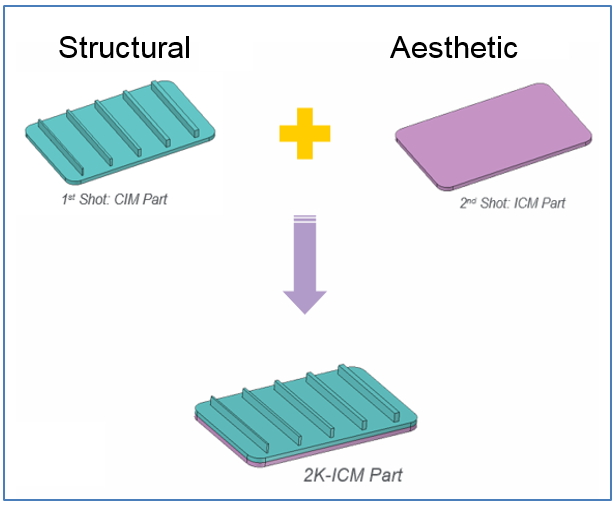
図1 本事例の2K-ICM製品
ファーストショットの製品には厚みが不均一なリブ設計があり、SABICではセカンドショットにおける長さスケールと熱影響を調査したいと考えていました。シミュレーションプロセスを図2に示します。
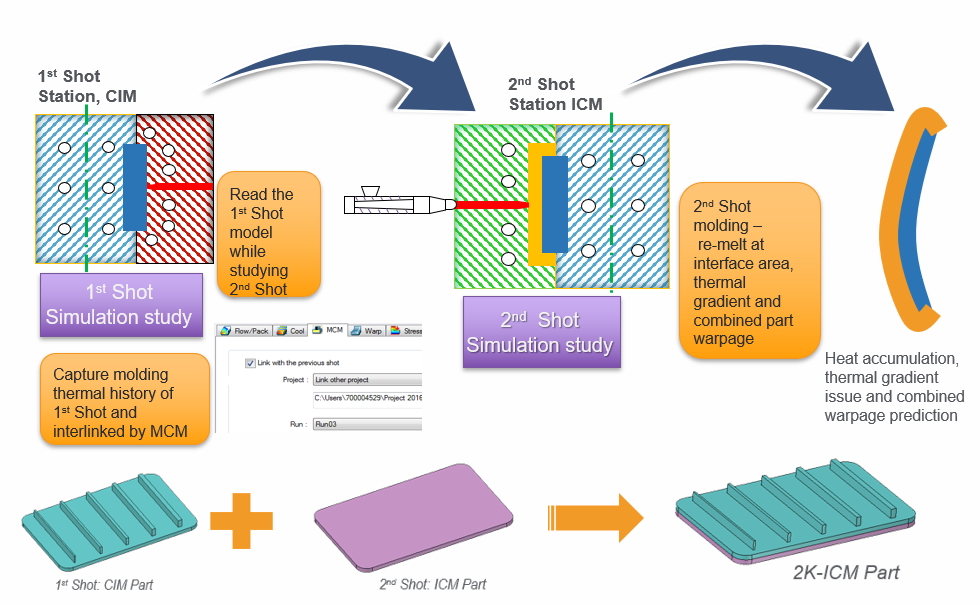
図2 本事例の解析プロセス
Moldex3Dによるファーストショット(従来の射出成形)のシミュレーション結果から、リブの厚みが増すとひけがより明確になることが確認できます(図3)。SABICチームはまた、リブの厚みが増すほど熱量が高くなることを発見しました。この現象では熱勾配が急激になり、局所的に体積の不均一な収縮を引き起こします(図4)。
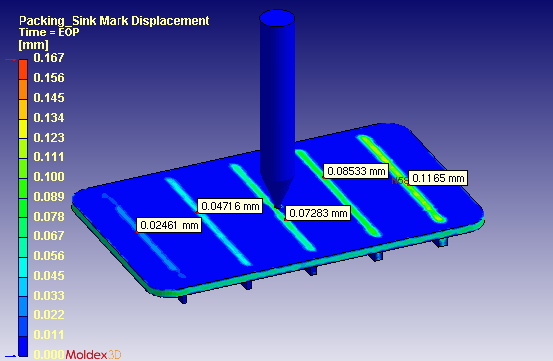
図3 ファーストショットのひけシミュレーション結果
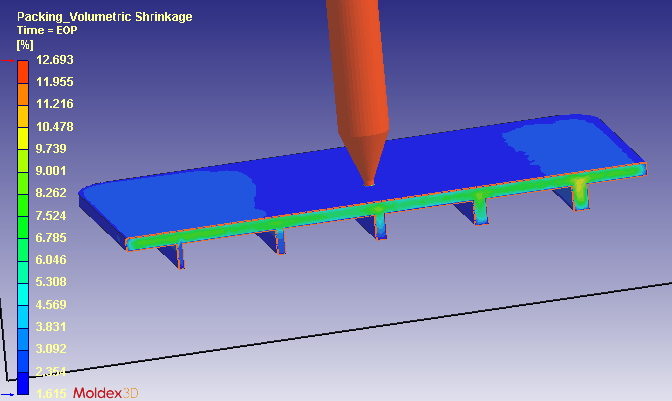
図4 体積収縮シミュレーション結果
続いてSABICはセカンドショット(射出圧縮成形)の非定常冷却のシミュレーションを行いました。Moldex3Dでは、ファーストショットの温度履歴をセカンドショットのシミュレーションに取り込むことができます(図5)。セカンドショットのシミュレーション結果からも2つのショットの境界面の詳細な温度変化情報を得ることができます(図6)。ファーストショットでは境界面の温度は170°Cに達し、これはファーストショットでのPCの再溶融が起こる可能性を表しています。このような微細な部分について実験による測定では容易に観察することはできません。
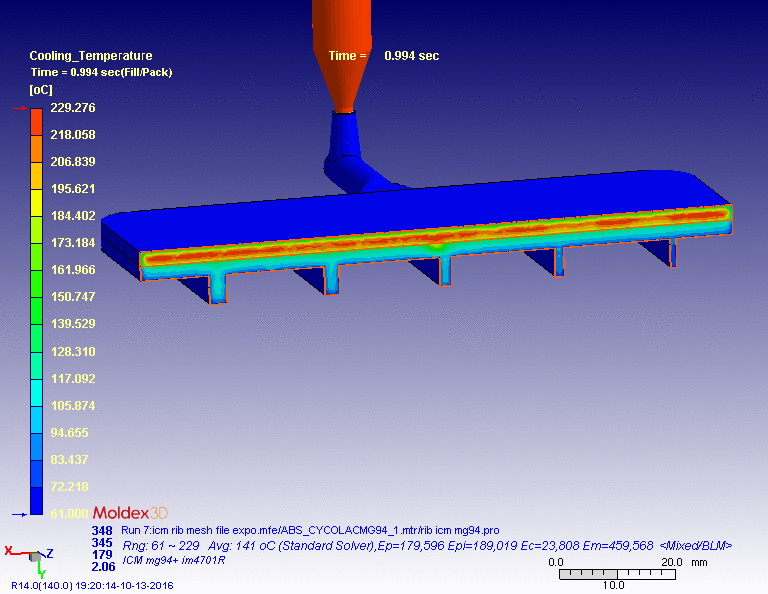
図5 Moldex3Dのセカンドショット温度シミュレーション結果
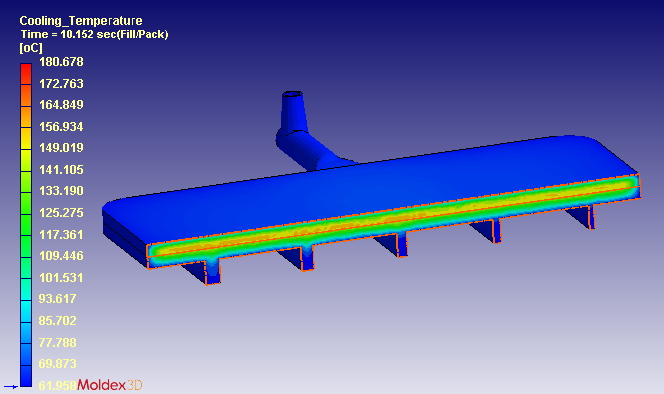
図6 セカンドショットのシミュレーション結果で示される2つのショットの境界面の詳細な温度変化情報
セカンドショットの溶融樹脂の熱伝導とファーストショットのリブ効果により、ファーストショットの製品の中央部(図7の4)と2つのショットの境界面(図7の3、この部分にも再溶融が確認できます)に熱溜まりが発生していることが確認できます。
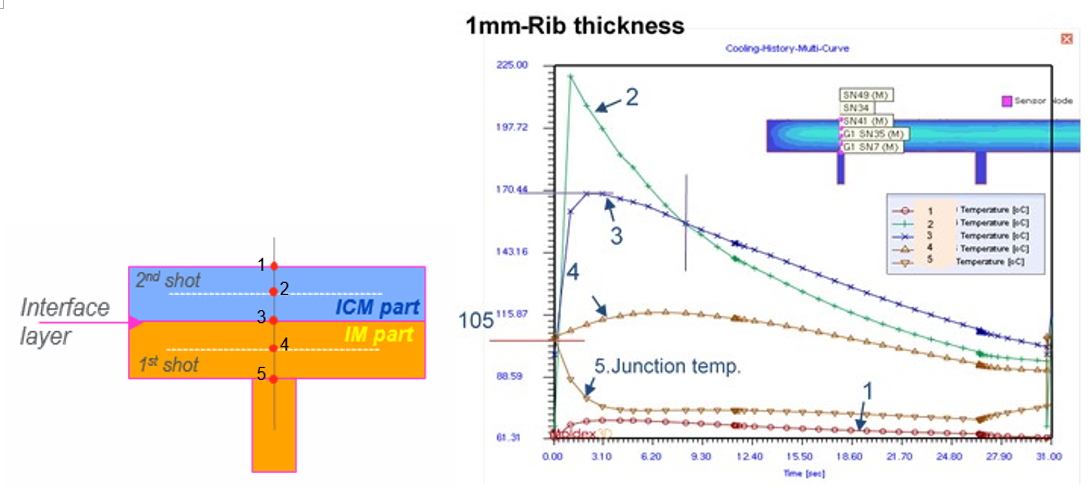
図7 ダブルショット製品の温度変化
結論
Moldex3Dではファーストショットの温度履歴とセカンドショットをシームレスに統合することができ、マルチコンポーネント成形(MCM)モジュールでは、2K-ICMプロセスにおける微細現象を観察することができます。ダブルショット境界面の詳細な情報、ファーストショットの再溶融現象の発生位置、製品外観やそり変形に影響を与える幾何学的特徴といった情報は実験では得難い情報であり、Moldex3Dを用いることで問題の原因の特定、及び対策検討を効率良く行う事ができました。