- 顧客名:中原大学 モールドオートメーション教材センター(Mold Automation Education Resource Center/MAERC)
- 地域:台湾
- 業種:調査・教育
- ソリューション:Moldex3D Advanced / Gas-Assisted Injection Molding
概要
ガスアシスト射出成形(GAIM)はプラスチック製品の生産に広く用いられています。飛行機や自動車部品などの大型部品から一般消費者が使用する小型部品まで、さまざまな部品の生産に用いられるガスアシスト射出成形は、品質と効率を向上しながらも軽量化、材料の節減、サイクルタイムの短縮化、コスト削減を実現できる技術です。本ケーススタディでは、中原大学のMAERCによるインベストメント鋳造工程の初期のワックス射出ステージにおけるGAIM技術導入の可能性に関する調査を取り上げます。特に、インベストメント鋳造品の寸法コントロールに対する更なる改善のため、肉厚変化を持たせたデザインのパーツに着目します。ここで、MAERCはMoldex3Dの解析技術を使って、GAIMを導入したワックス射出シナリオを可視化し、インベストメント鋳造工程のワックス射出ステージにおけるガスアシスト射出成形の導入について深く掘り下げた研究を可能にしました。さらには、ガスアシスト射出成形の導入が従来のワックス射出成形に競争上の優位性をもつことを証明しました。
課題
インベストメント鋳造工程のワックス射出ステージにおいてよく見られる欠陥には、ショートショット、バリ、き裂、気泡、収縮などがあります。さらに、壁に板厚変化をもつワックス部品では以下のような問題が生じることがあります:
- 製品仕様要件との不一致
- 極端な収縮による製品の反り変形
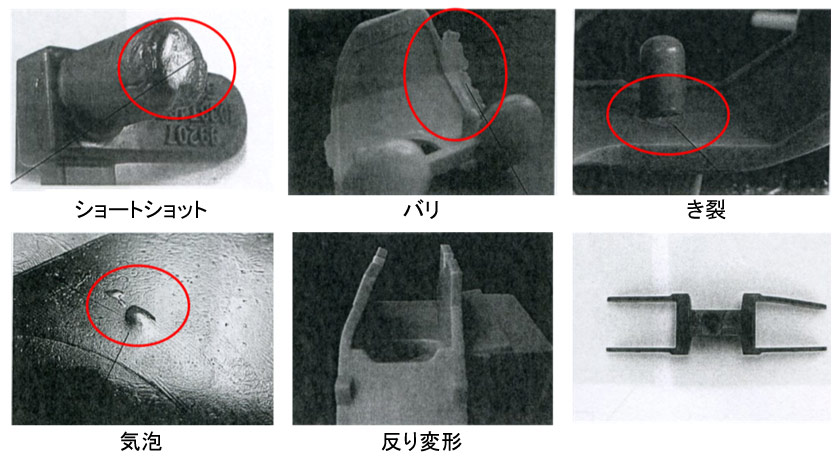 Fig. 1:インベストメント鋳造工程のワックス射出ステージによく見られる欠陥
Fig. 1:インベストメント鋳造工程のワックス射出ステージによく見られる欠陥
ソリューション
Moldex3Dのガスアシスト射出成形(GAIM)モジュールを使って、研究チームは金型キャビティ内に射出されたワックスの充填パターンとガスの浸透作用を確認しました。ガスの持続時間、予充填の率(ショートショット)、メルト温度を含む多様なパラメーターは、ワックス射出成形におけるガスの浸透作用の理解の為に重要な要素でした。
メリット
本ケーススタディの結果、以下のことがわかりました。
- Moldex3Dは、インベストメント鋳造工程のワックス射出ステージにおけるガスの浸透作用を正確に予測しており、将来的な技術導入および金型設計において参照可能。
- ワックス射出成形にてGAIM技術を導入することにより、体積収縮の48%低減が可能
ケーススタディ
ガスアシスト射出成形(GAIM)はプラスチック製品業界では広く用いられており、軽量化、材料の節減、サイクルタイムの短縮化、コスト削減等と、品質と効率の向上を両立させる有益な技術です。ガスの浸透作用は2段階に分けられます(→ Fig. 2参照)
- 第1次ガス浸透:充填ステージでは、材料に浸透したガスがメルトフロントを促進します。金型キャビティが射出された材料とガスで満たされると、ガスの浸透が完了します。
- 第2次ガス浸透:保圧ステージでは、ガスのコアが拡張を続けることによって冷却に伴うプラスチックの体積収縮を相殺します。
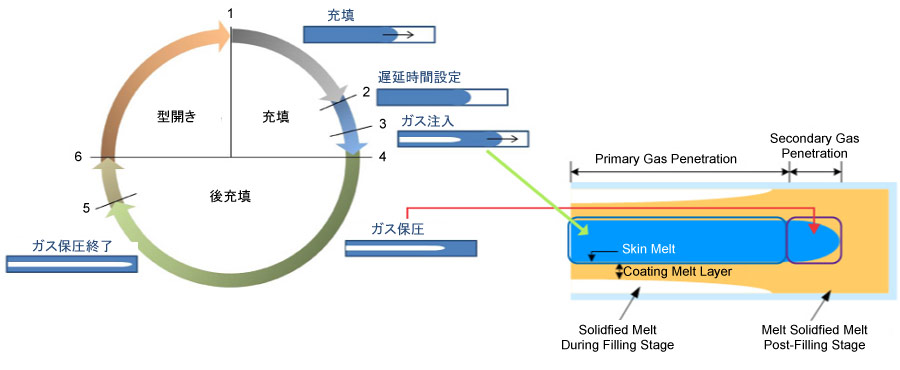 Fig. 2:GAIM工程におけるガスの浸透作用
Fig. 2:GAIM工程におけるガスの浸透作用
本研究の目的は、GAIM技術の金属製品開発への導入であり、最終的にはGAIMの長所を生かしてインベストメント鋳造工程の改良と製品品質の向上を目指したものです。ワックス成形はインベストメント鋳造工程の最初の段階です(→ Fig. 3);このステージでワックス成形の精度制御が可能になれば、インベストメント鋳造工程全体と製品品質を大幅に向上できます。
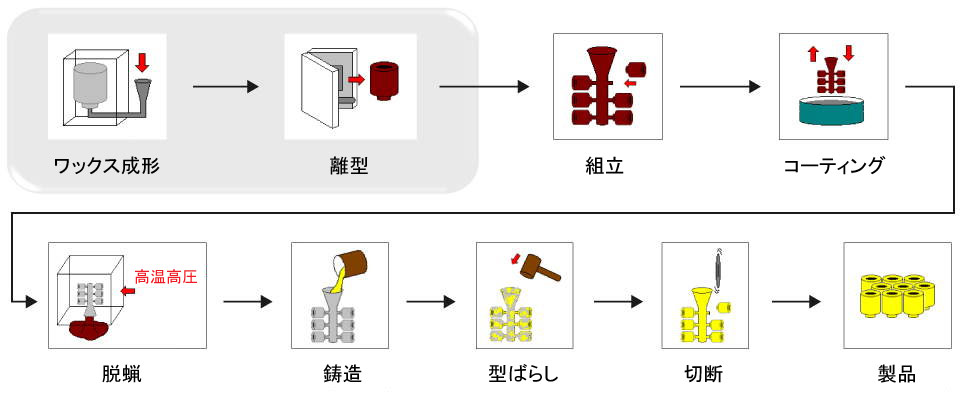 Fig. 3:焼き流し射出工程の初期段階であるワックス射出
Fig. 3:焼き流し射出工程の初期段階であるワックス射出
まず、MAERCはワックス材に関して、粘度、PVT、熱容量、熱特性、その他の測定可能な試験を行いました。続いて、材料特性データをMoldex3D CAEソフトウェアを用いてワックス成形挙動とガス浸透作用を解析しました。解析結果が出ると、MAERCは解析結果と実験結果の比較を行い、ガス浸透に直接影響するガスの持続時間、予充填率(ショートショット)、メルト温度などの重要なパラメーターを検証し、インベストメント鋳造工程のワックス成形ステージにおけるGAIM導入への理解を深めました。
1. ガスの持続時間と総浸透長さ(→ Fig. 4):第1次、第2次のガス浸透を含む総浸透長さはガスの持続時間の延長に伴って長くなります。
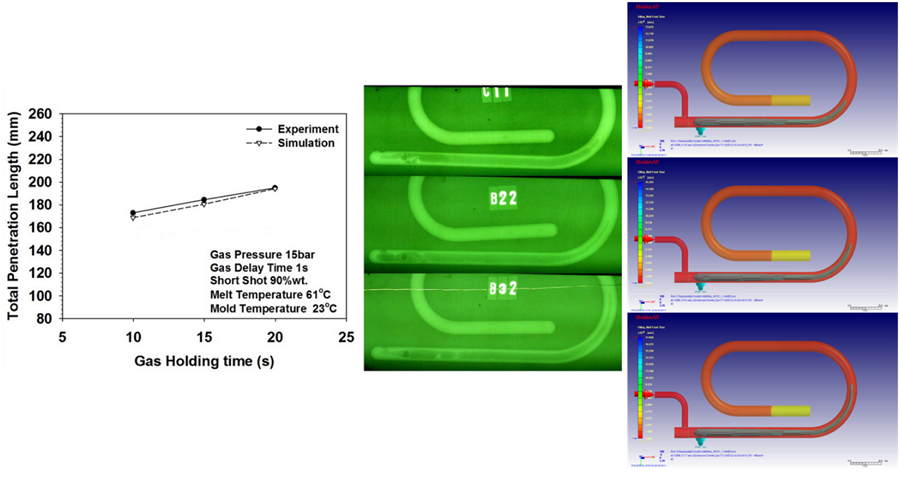 Fig. 4:ガスの持続時間と総浸透長さ
Fig. 4:ガスの持続時間と総浸透長さ
2. 予備充填率(ショートショット)と総浸透長(→ Fig. 5):第1次、第2次のガス浸透を含む総浸透長さは、予備充填率(ショートショット)の増加に伴って短くなります。
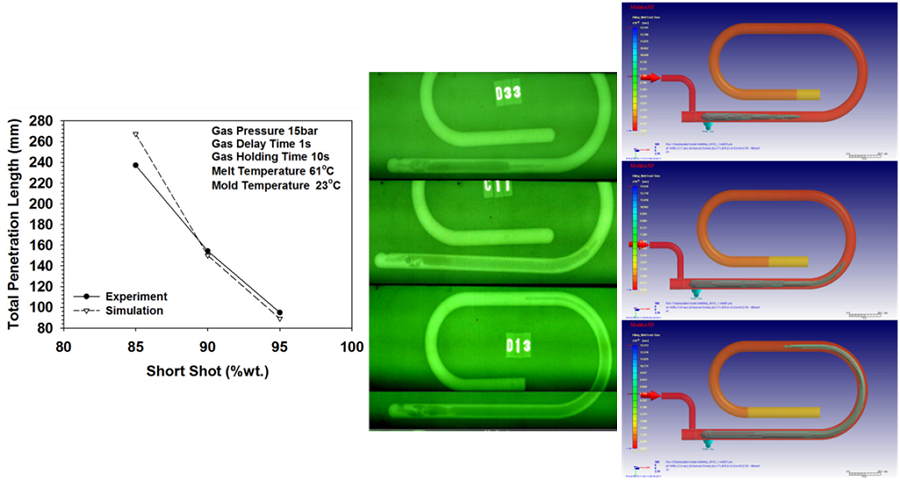 Fig. 5:予充填率(ショートショット)と総浸透長さ
Fig. 5:予充填率(ショートショット)と総浸透長さ
3. メルト温度と総浸透長さ(→ Fig.6):メルト温度の上昇は表面層の薄肉化につながります。このため、第1次浸透長さが短くなりますが、中心領域の高温化により第2次浸透長さが長くなります。
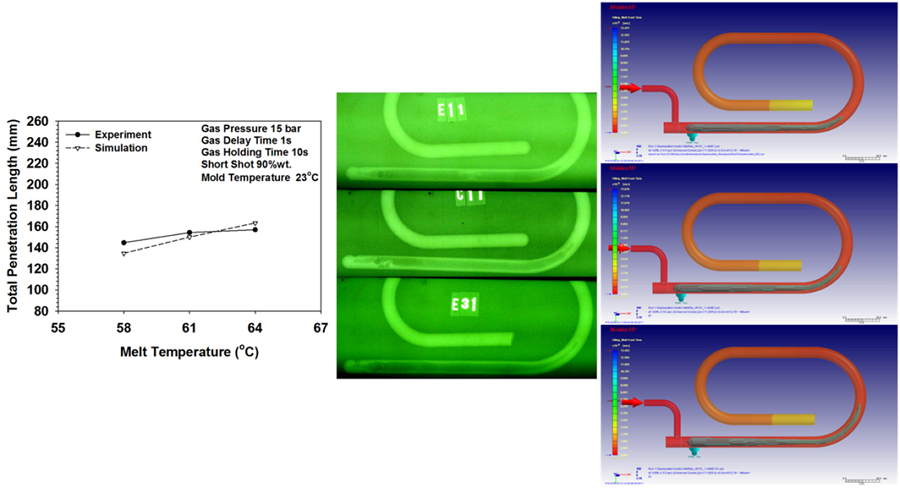 Fig. 6:メルト温度と総浸透長さ
Fig. 6:メルト温度と総浸透長さ
上記の比較結果から、MAERCはワックス射出に関するMoldex3DのGAIM解析は実験結果と高い相関をもつと判断され、Moldex3Dによる成形挙動予測の正確性が実証されました。さらに、同様の状況下において、インベストメント鋳造工程のワックス射出ステージへのガスアシスト射出成形の導入により、体積収縮を従来の鋳造工程に比べて48.7%低減可能であることが分かりました。この結果、MAERCはGAIM技術のワックス成形ステージへの導入により、焼き流し鋳造製品の部品寸法制御正が飛躍的に向上することが確認されました。
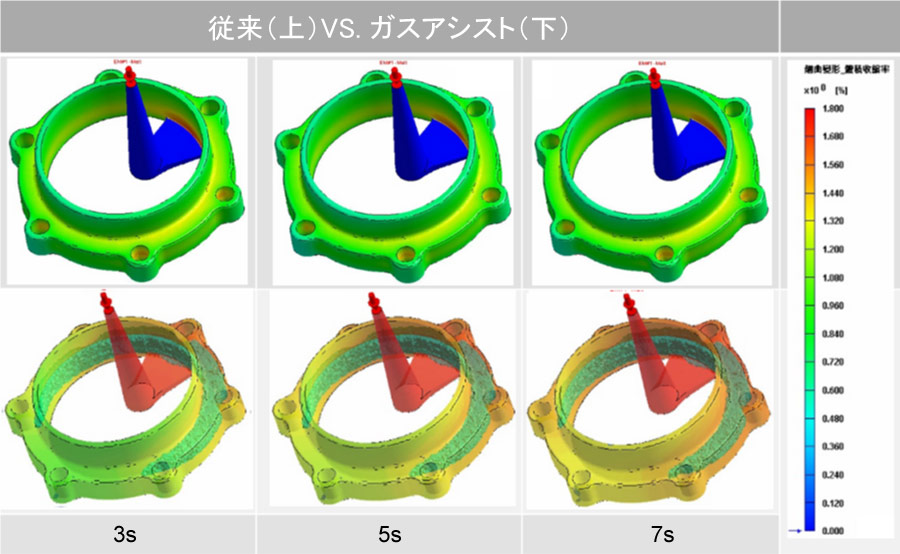
 Fig. 7:ワックス射出ステージへのGAIM技術の導入により、体積収縮を48.7%低減
Fig. 7:ワックス射出ステージへのGAIM技術の導入により、体積収縮を48.7%低減
結果
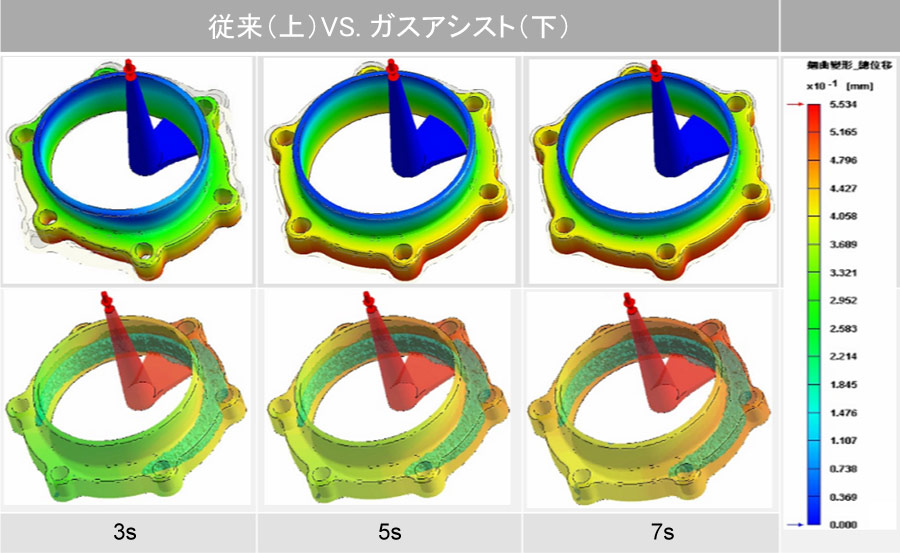
Moldex3Dの解析から、GAIM技術の適用によって、板厚に変化があるデザインの部品における製品の変形問題や体積収縮(Fig.8)、そして総変位量(Fig.9)が大きく改善することがわかりました。したがって、製品の不良率が大幅に低下することになります。 また、GAIM技術では部品中央の空洞化が可能であるため、冷却効率も向上します。このようにして、従来の鋳造工程に比べて製品サイクルも短縮されました。つまり、Moldex3Dの解析技術と実験結果は、MAERCによるガスアシストワックス射出成形に関する体系化された研究を可能にし、特に、部品に板厚変化がある場合における、最新の生産体制へのガスアシスト射出成形技術の適用の可能性を示しました。