|
Moldex3D技術サポートチーム エンジニア 葉承杰 |
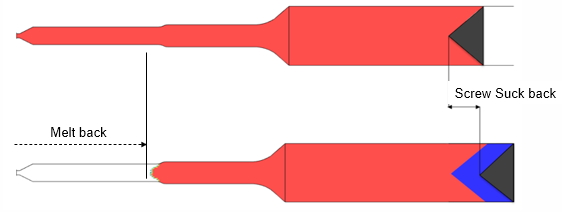
サックバックとはノズル先端から樹脂が漏れることによる糸引き等を防ぐために計量後にスクリューを回転させずに後退させる動作のことで、スクリューが回転しないため、ノズルやバレル先端に余分な溶融樹脂が送られません。その過程を下図に示します。サックバック後のバレルには青色で示す空間が生じ、ノズル先端の溶融樹脂が引き戻されます。それと同時に圧力の低下により、溶融樹脂の比容積は大きくなり、体積が増大し、サックバックで生じた空間を埋めます。
2021のバージョンアップにより、Moldex3Dの充填段階のシミュレーションでは、バレル圧縮解析にサックバック挙動を組み込むことができるようになりました。これにより、サックバック時におけるノズルゾーン内部での溶融樹脂の引き戻し挙動や状態の変化等の詳細を考慮することができ、充填時間、スクリュー位置、射出量のより正確な予測が可能となりました。
操作手順
制限:
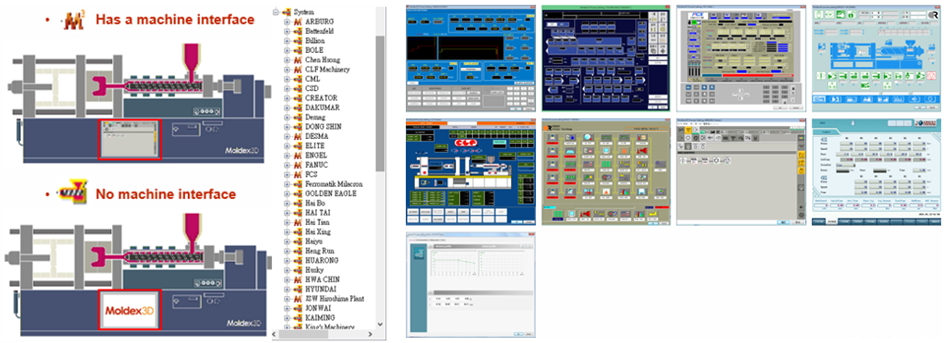
- 射出成形(IM)プロセスモードのみサポートしています。
- サックバックパラメータ設定は、成形機モードにおける成形機インターフェースでのみサポートされます。
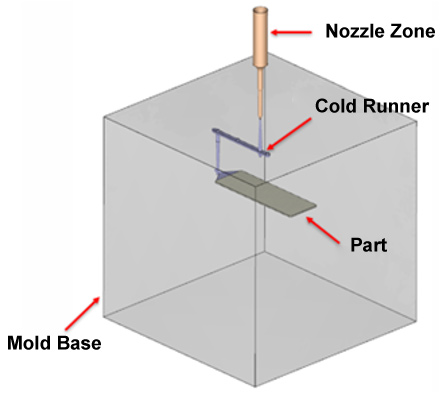
- ノズルとバレルは「ノズルゾーン」属性で設定する必要があります。
- 「ホットランナー」の属性モデルでは、サックバックシミュレーションはサポートされません。
ステップ1:事前準備
Moldex3D Studio (2021)を起動し、パーツ、コールドランナー、冷却システム、ノズルゾーンを含むメッシュモデルを作成またはインポートします。
ステップ2:成形機モードの設定と成形機の選択
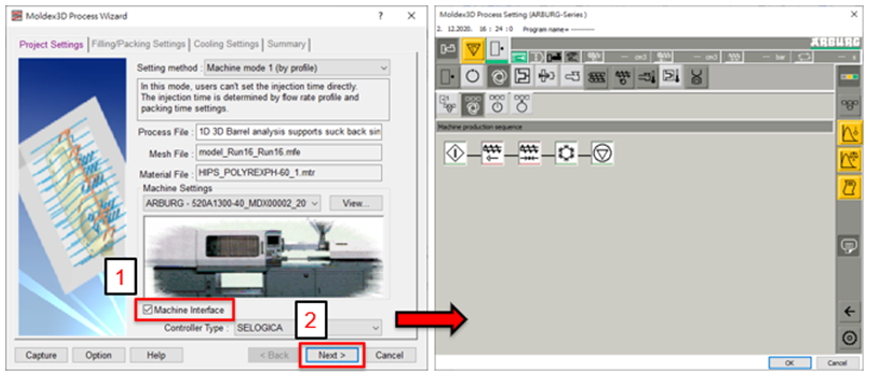
成形条件ウィザードを起動し、「成形機モード」を選択します。機械設定で新規を選択し、成形機データベースから成形機を選択します。
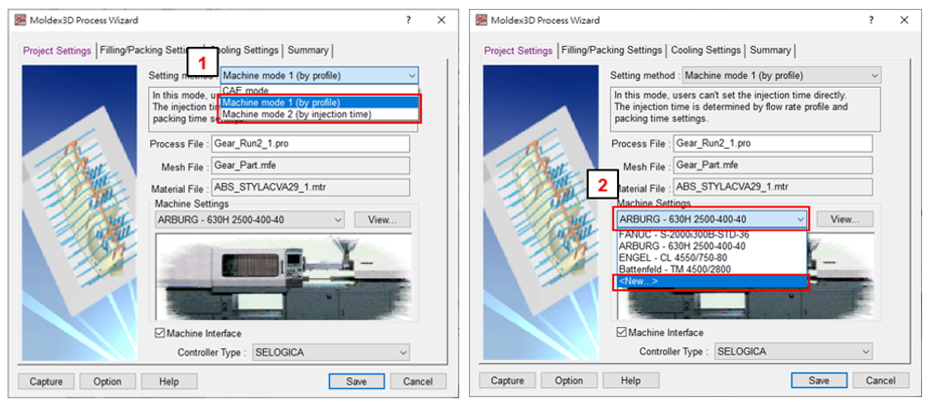
注:成形機を選択する際は、実際の成形機インターフェースがサポートされているかを注意してください(現在、実際の成形機インターフェースが20台(種類)以上サポートされています)。
ステップ3:サックバック設定
1. サポートされている成形機インターフェースを選択し、「成形機インターフェース」にチェックを入れ、コントローラタイプを選択します。「次へ」ボタンをクリックすると、実際の成形機インターフェースが表示されます。
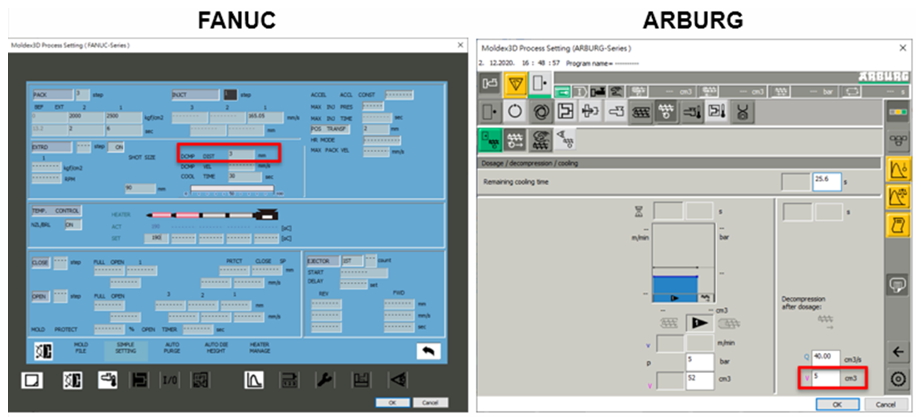
2. 成形機インターフェースから「サックバック」項目を探し、サックバック距離または体積を入力します。
ステップ4:結果比較
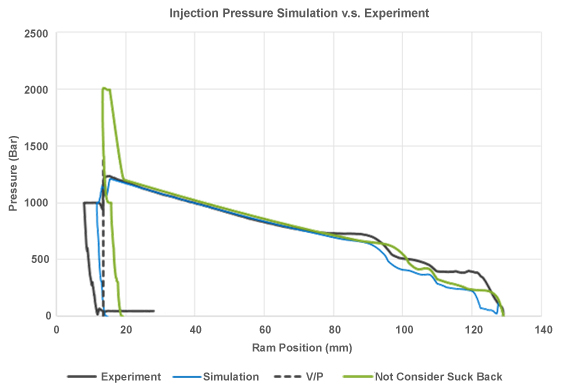
1. スクリュー位置と射出圧力
下図に示すように、緑色の線は溶融樹脂のサックバックを考慮しない場合のシミュレーション結果で、金型にフル充填されたことで射出圧力は急激に上昇しますが、スクリューはまだVP切り替えポイントに達していません。青色の線はサックバック挙動を考慮したもので、その圧力とVP位置の結果がより実験値に近くなっています。
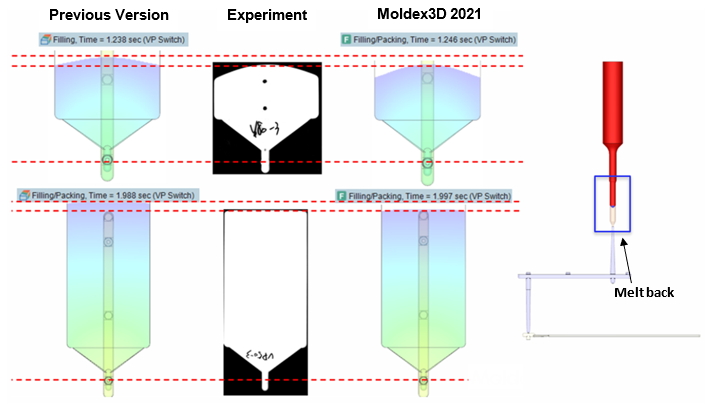
2. メルトフロントタイム
シミュレーション結果と実験を比較すると、スクリューのVP位置が80mmと50mmに達したときに、サックバック挙動を考慮したシミュレーションでは、そのメルトフロント位置がより実験値に近くなっていることが確認できます。