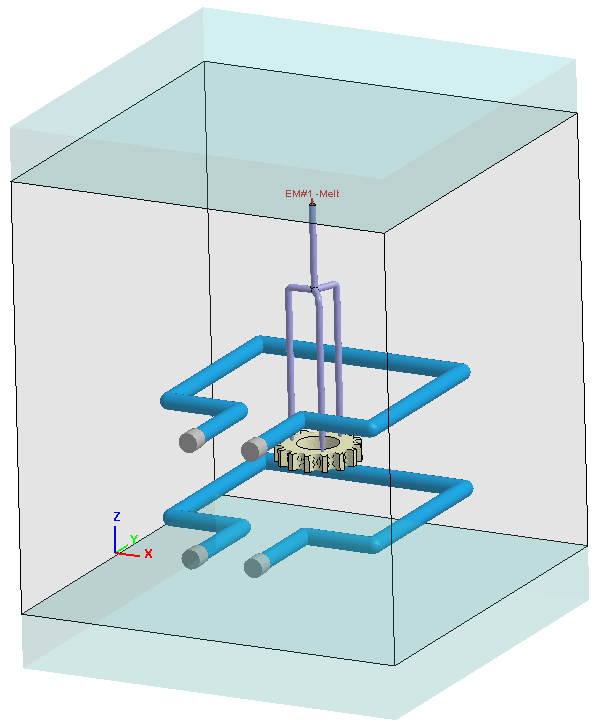
金型温度をより安定させるために、成形サイクルの開始前にモールドベースを加熱する金型予熱を行うことが一般的です。 (下図参照). 射出成形では金型温度は重要なプリプロセスパラメータです。なぜならば金型温度はメルトフロー挙動に大きく影響を及ぼし、製品品質を左右するからです。金型温度が一定になるまでには、ある程度の時間がかかります。よって金型予熱時間を予測することは、品質を左右する重要な要因と見なされています。
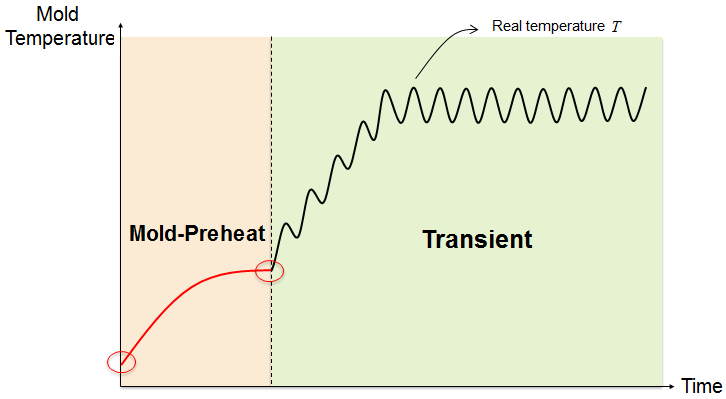
Moldex3D R13 の金型予熱解析と非定常冷却解析は、予熱時間を検証し、金型予熱時の温度変化履歴を理解するのに役立ちます。金型予熱解析の手順を以下に説明します。
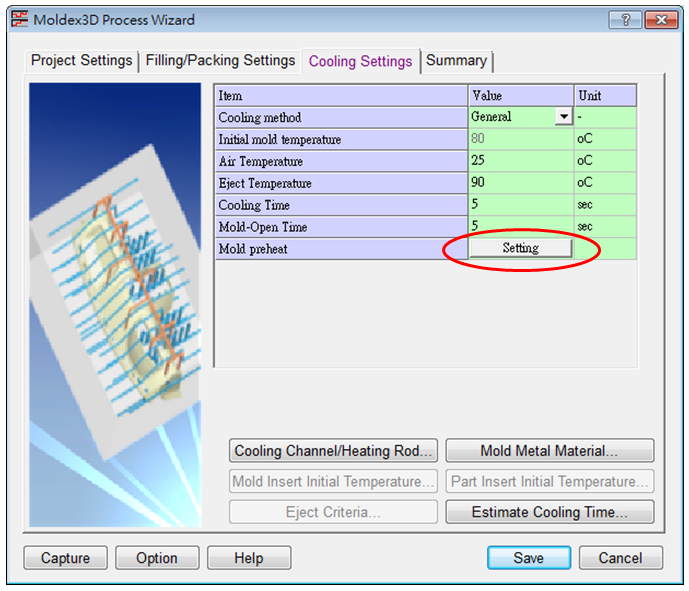
Step 1: 冷却システムを含むプロジェクトを開きます(モールドベース、冷却管、ヒーター管を含む)。成形条件ウィザードで成形条件パラメータを設定するために、冷却設定 タブの下の金型予熱の設定をクリックします。
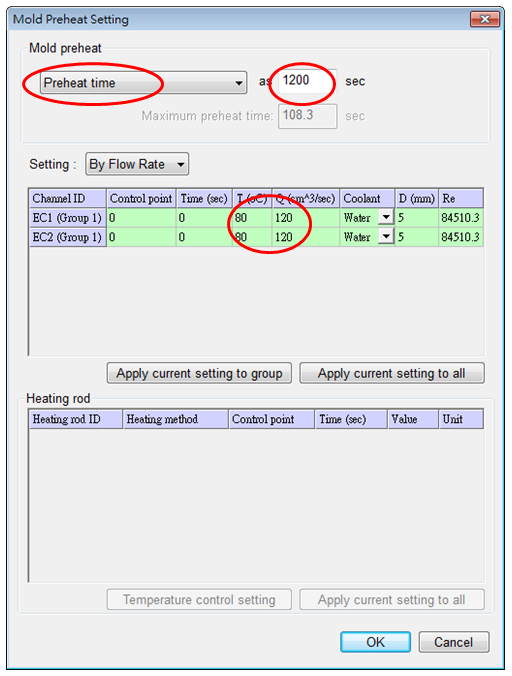
Step 2: 予熱時間 を選択し、予熱時間を設定します(あるいは キャビティー表面平均温度 を選択し、金型予熱の目標温度を設定します)。冷却回路情報(温度、流動速度など)を入力し、 OKをクリックします。
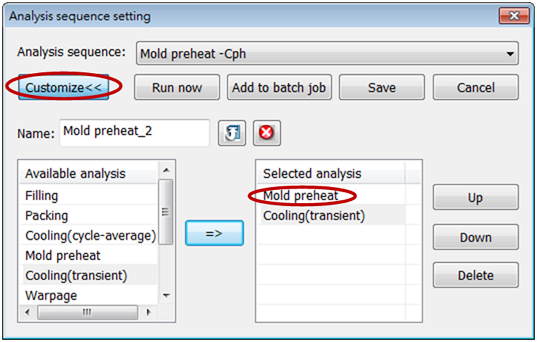
Step 3: 解析順序設定の下の カスタマイズ をクリックし、解析項目に 金型予熱 を追加します。 注: 金型予熱解析の後に冷却解析を実行する場合は、Cooling (cycle-average) の代わりに Cooling (transient) を選択してください。
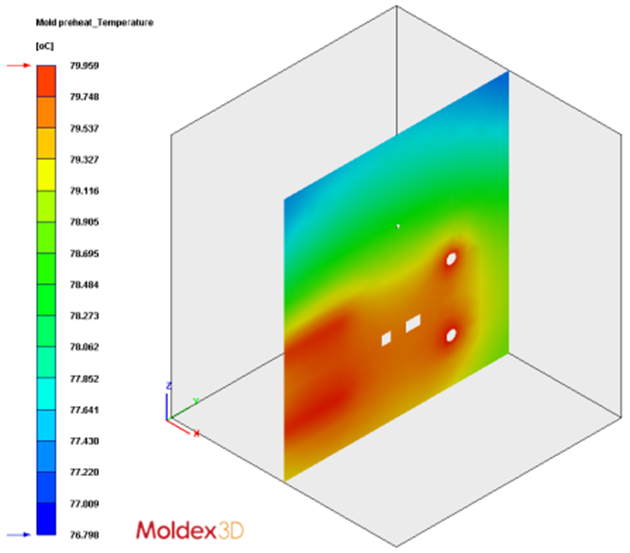
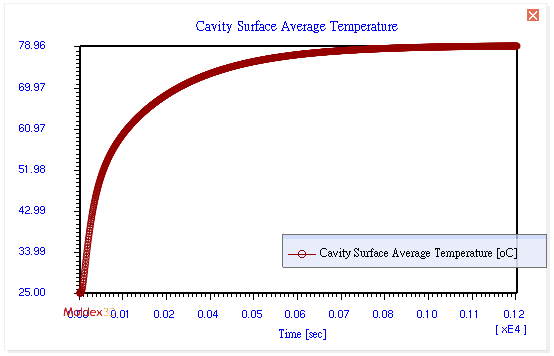
Step 4: 解析実行後、 金型余熱 解析結果が解析結果リストに表示されます。温度分布結果と金型予熱履歴がこのように表示されます(下図)。この図のように金型を一定温度にするために必要な予熱時間は 800 秒 (0.08×E4)と検証されました。 注: 非定常冷却解析の前に金型予熱解析を行う場合は、非定常冷却解析の初期値として金型予熱解析結果が利用されます。