
Moldex3D North America, Inc.のカスタマーサクセスエンジニア、Amanda Nicholson氏
概要
射出成形されたプラスチック部品のウエルドラインは、機械的特性を局所的に低下させる原因となります。 この強度や耐衝撃性の低下は、2つのメルトフロントが出会う場所でポリマー鎖同士が絡み合わないことに起因しています。 ウェルドラインの部分に外部からの負荷がかかると、部品の機械的な破損の可能性が高まります。
射出成形工程では、金型温度と溶融温度を上げ、ウェルドラインでの充填圧力を上げることで、ウェルドライン強度を最大にすることができます。このような加工を行うことで、鎖の絡まりを増加させることができます。 さらに、気泡が入らないようにウェルドライン部に十分なベントを確保し、会合角を最大にするゲート位置を選択することで、さらに改善することができます。
熱可塑性樹脂にガラス繊維を添加すると、溶融物中のポリマー鎖の濃度が希釈されるため、ウェルドラインでの機械的特性の低下が大きくなり、鎖のもつれの可能性が減少します。 ウエルドラインでの繊維の配向が不均一になると、強度や剛性の低下をさらに助長することになります。
評価対象材料
このシミュレーション研究では,A. Schulman 社の PA66 Schulamid 66 GF35 H を使用しました。
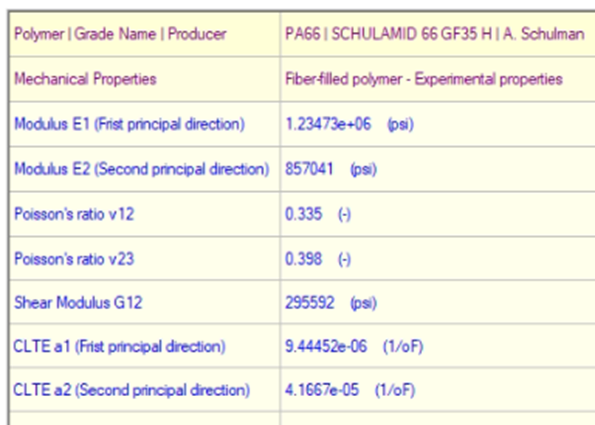
材料特性は図1-5を参照
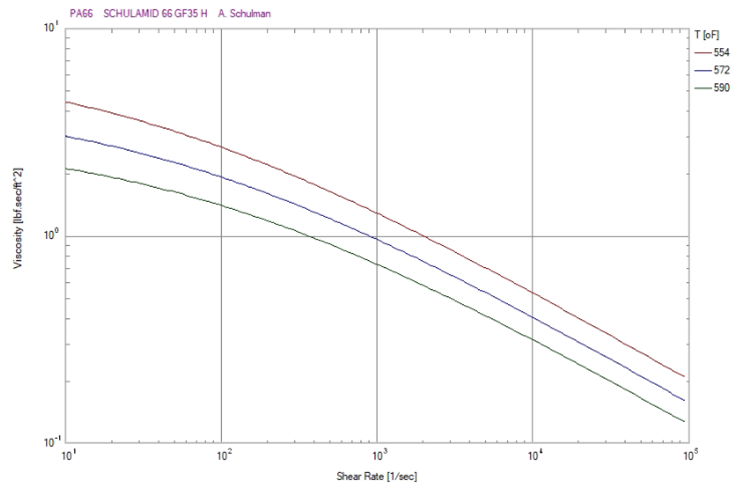
図1. せん断速度 [1/sec] vs 粘度 [lbfsec/ft^2] (出典: Moldex3d Studio 2021 R3 材料ウィザード)
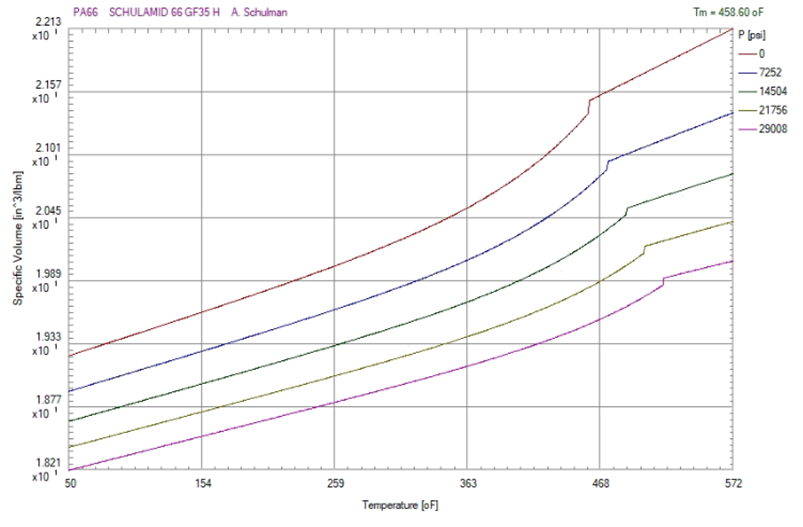
図 2 温度 [°F] vs 比容積 [in^3/lbm] (出典: Moldex3d Studio 2021 R3 Material Wizard)
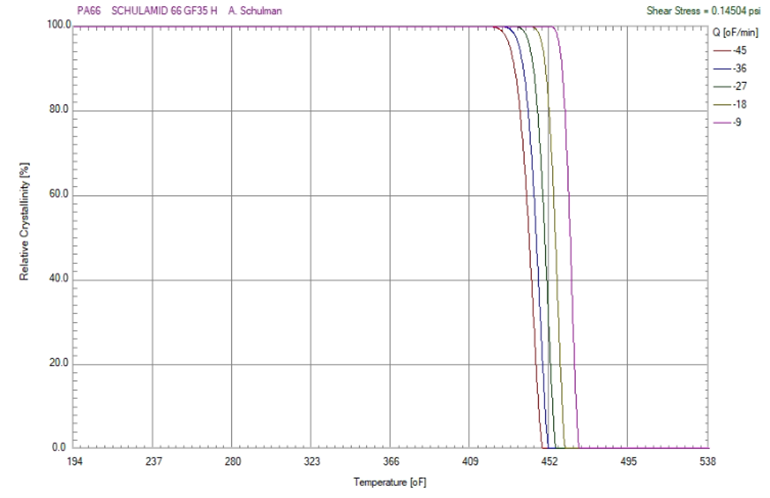
図 3 温度 [°F] vs 相対結晶化度 [%] (出典:Moldex3d Studio 2021 R3 材料ウィザード)
 |
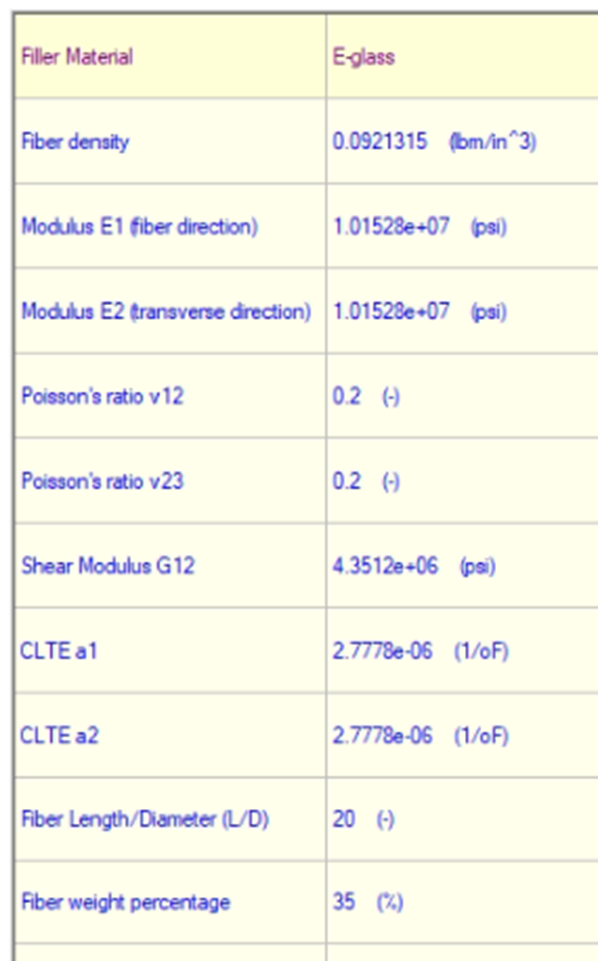 |
| 図4 機械的特性(出典:Moldex3d Studio 2021 R3 Material Wizard) | 図 5 フィラーの機械的特性(出典:Moldex3d Studio 2021 R3 材料ウィザード) |
モデル
この材料の強度に及ぼす部品設計の影響を、3種類の厚さ1/8インチのASTM Type I Tensile Barモデルを用いて分析しました。モデルデザインは次の通りです:下部にゲート1つ、部品の上部と下部に同じゲート2つ、2つの同じゲートに肉厚の66.67%のオフセットオーバーフローウェルを追加したものです。 オーバーフローウェルは、最初にウエルドラインが形成された後、部品の中心部を通るアンダーフロー効果を生み出すためにオフセットしています。 この研究の目的は、この半結晶ガラス繊維入り熱可塑性樹脂で作られた部品の弾性率に対するオフセットオーバーフローウェルの効果を解析により検証することです。
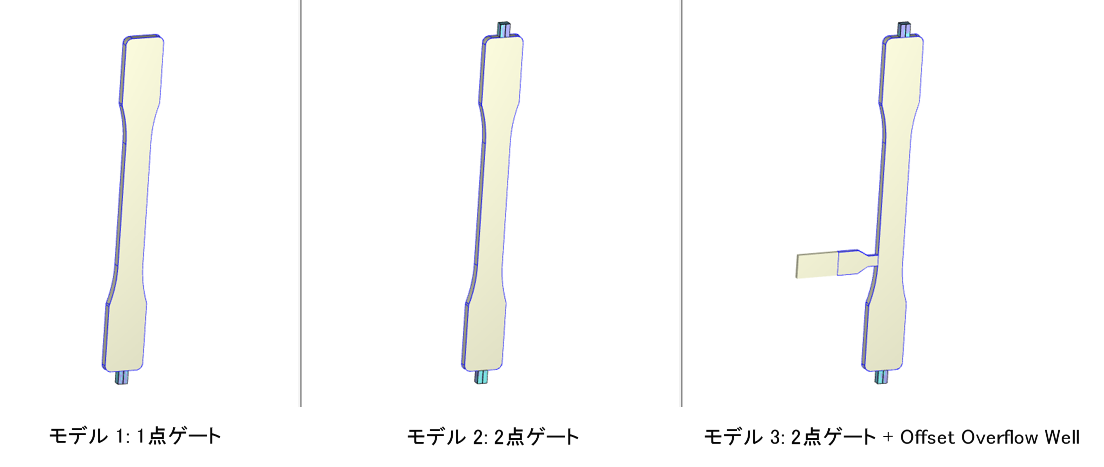
図6 ASTM Type I 引張棒モデル(出典:Moldex3D Studio 2021 R3 Project “20211021 Weld Line Strength”)
解析結果
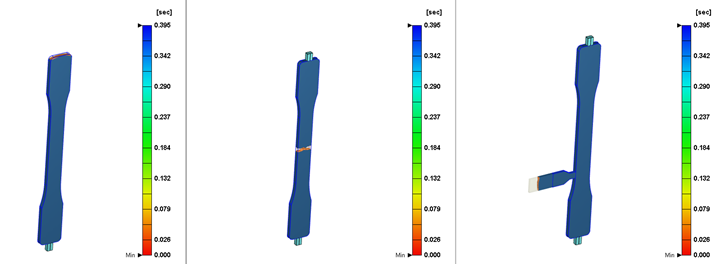
図7 EOF(End of Fill)(出典:Moldex3D Studio 2021 R3 プロジェクト「20211021 Weld Line Strength」)
モデル1:EOF(End of fill)はゲートと反対側のバーの端にあります。モデル2:EOFはバーの中央でウエルドラインが形成されています。モデル3:EOFがオーバーフローウェルの中にあります。 オーバーフローウェルを追加する目的は、アンダーフローと呼ばれるウエルドライン形成後の材料が部品の中心を流れるようにすることで、ガラス繊維を再配列し、部品の長さ方向の主弾性を高めることであり重要な役割となります。仮に、ウエルドラインが形成される前にオーバーフローウェルが充填されれば、アンダーフローは発生しない形になります。
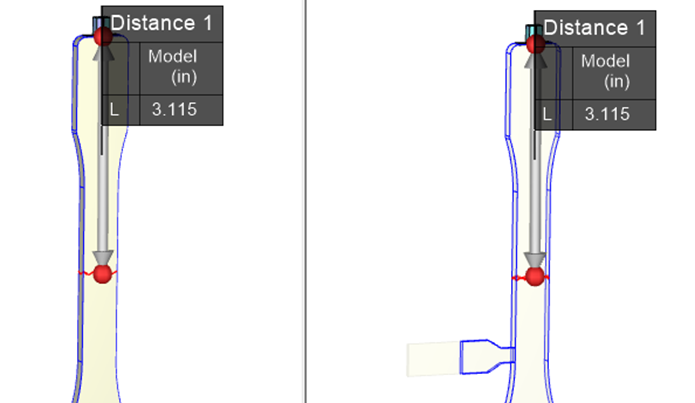
図8 ウェルドラインの位置、距離測定(出典:Moldex3D Studio 2021 R3プロジェクト「20211021 Weld Line Strength」)
オーバーフローウェルの追加により、部品の充填方法が変化するため、ウェルドラインの位置が移動する可能性があります。この場合、モデル2とモデル3を比較した図8に示すように、ウェルドラインの位置は部品形状の変更の影響を受けていません。
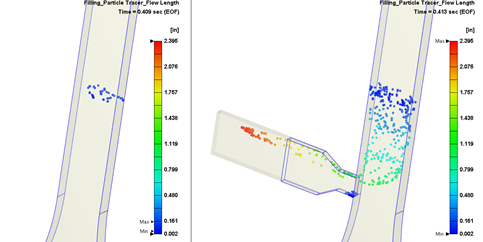
図9 ウェルドラインからのパーティクルトレース-(出典:Moldex3D Studio 2021 R3 プロジェクト「20211021 Weld Line Strength」)。
Moldex3Dのパーティクルトレースの結果は、溶融口またはウェルドラインのどちらから発生したパーティクルの流動長を表示しています。 図9では、ウェルドラインの位置から粒子をトレースしています。 モデル2は、ウェルドラインが形成された後、粒子の流動長がほとんどないことを示しています。 モデル3では、パーティクルが部品の中心を通り、オーバーフローウェルへ移動していることがわかります。 この移動により、溶融物中のガラス繊維の配向が変化し、ポリマー鎖の絡まりも増加することが確認できました。
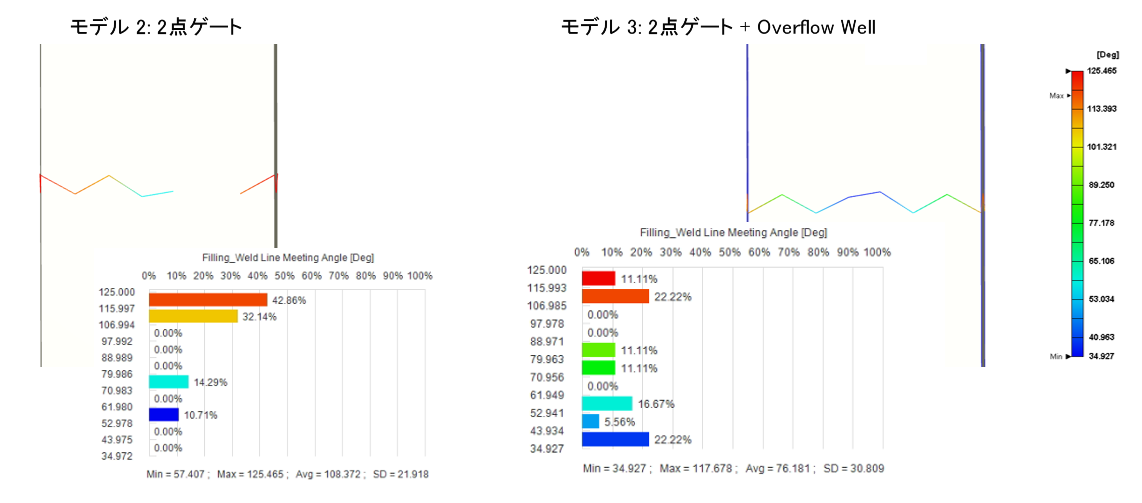
図10 ウェルドラインの会合角度(出典:Moldex3D Studio 2021 R3プロジェクト「20211021 Weld Line Strength」)
ウェルドライン会合角は、2つのメルトフロントが合流する角度で、0°から135°の範囲にあります。 ウエルドライン会合角180°は1つのメルトフロントを示し、ウエルドライン会合角0°は2つのメルトフロントが正面衝突し、結合の弱いウエルドになることを示しています。 ウエルドライン会合角度が小さいと、ウエルドラインが目立ち、強度も著しく低下します。 したがって、外観と構造上の理由から、ウエルドライン会合角を大きくすることが望ましい形になります。 図10では、棒グラフから、オーバーフローウェルの追加によりウエルドライン会合角が減少していることがわかりますが、これは好ましくない結果ということになります。
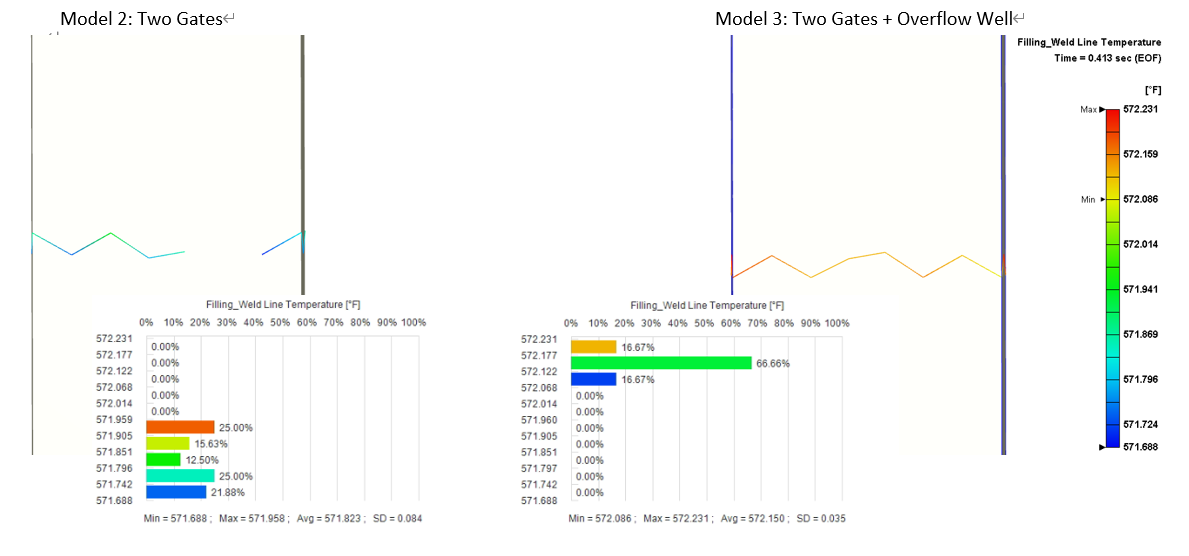
図11 ウェルドラインの温度(出典:Moldex3D Studio 2021 R3プロジェクト「20211021 Weld Line Strength」)
Moldex3Dのウェルドライン温度結果は、ウェルドライン会合部全体の温度分布を示します。 ウェルドライン温度の上昇はウェルドラインの外観を損なう可能性がありますが、そのために溶融温度を上昇させると反りの可能性が高くなることに注意が必要です。 図11より、オーバーフローウェルの追加により、ウェルドライン温度は約0.25°F上昇していることがわかります。
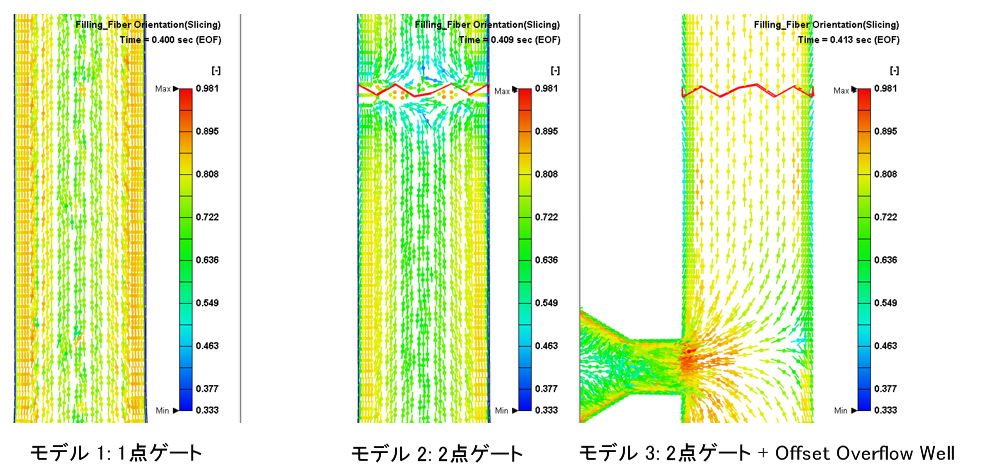
図 12 部品コア部の繊維配向(出典:Moldex3D Studio 2021 R3 プロジェクト「20211021 ウェルドライン強度」)
繊維配向の結果は、EOF(End of fill)またはEOP(End of Pack)における繊維の方向ベクトルを示しています。 図12は、EOFにおける部品厚みの半分のガラス繊維の配向を示しています。 配向値が1の場合、繊維は完全に一方向に配向しており、配向値が1/3の場合、完全にランダムに配向していることを示しています。 モデル1は中程度から高い配向性を示し、モデル2はウェルドライン部においてよりランダムな配向性を示し、モデル3はウェルドライン部において高い配向性を示しますが、オーバーフローウェル入口付近で繊維ベクトルの方向がずれていることが確認できます。 ウェルドラインの位置で配向した繊維は、樹脂の結合を強化し、弾性率を増加させることになります。
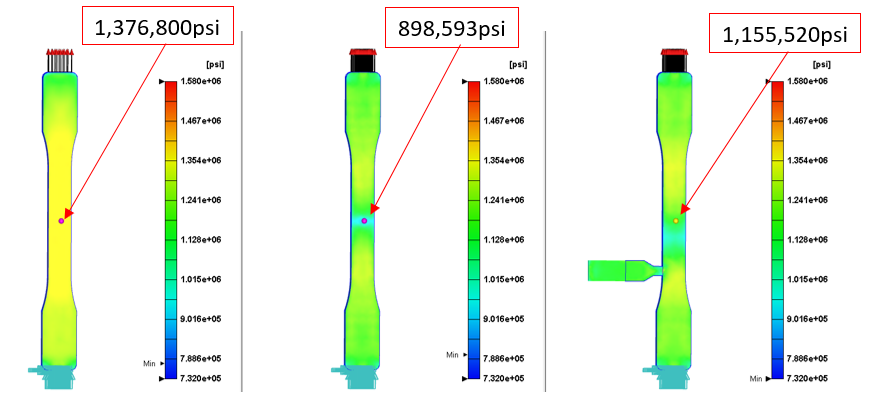
図13a:部品表面の主要弾性率(出典:Moldex3D Studio 2021 R3 プロジェクト「20211021 ウェルドライン強度」))
主弾性率の結果は、部品の流れ方向の弾性率を示しています。 繊維はこの方向への配向度が最も高いため、部品の剛性に与える影響もこの方向で最も大きくなります。 モデル 1 は最も高い主弾性率を示しており、これは図 12 で見た繊維配向の結果と一致しています。 モデル 2 では、主要弾性率の減少が見られ、特にウェルドラインの位置で顕著な減少が見られました。 モデル 3 では、モデル 2 と比較して、低弾性率領域が下方に移動し、ウェルドラインの位置で弾性率が増加しています。
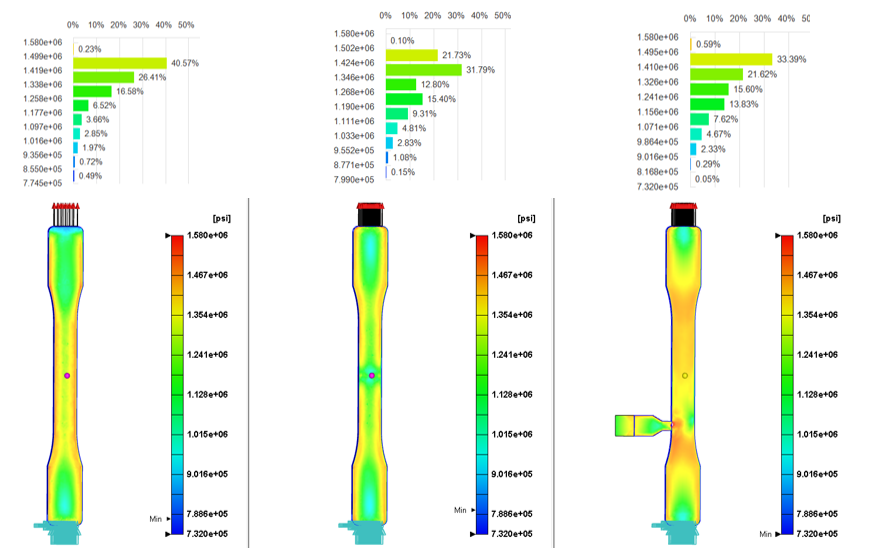
図13b:部品中心部の主弾性率(出典:日本経済新聞社 Moldex3D Studio 2021 R3 プロジェクト “20211021 ウエルドライン強度”)
Fig.13bより、各モデルの上にある棒グラフは、弾性率の値の分布を表しています。 モデル1が最も高弾性率領域が多く、モデル2はモデル2に比べて高弾性率領域が減少し、モデル3はモデル2に比べて高弾性率領域が若干回復していることがわかります。 部品全体の分布を見ると、モデル3のウェルドライン位置の弾性率は、モデル2よりも高くなっています。
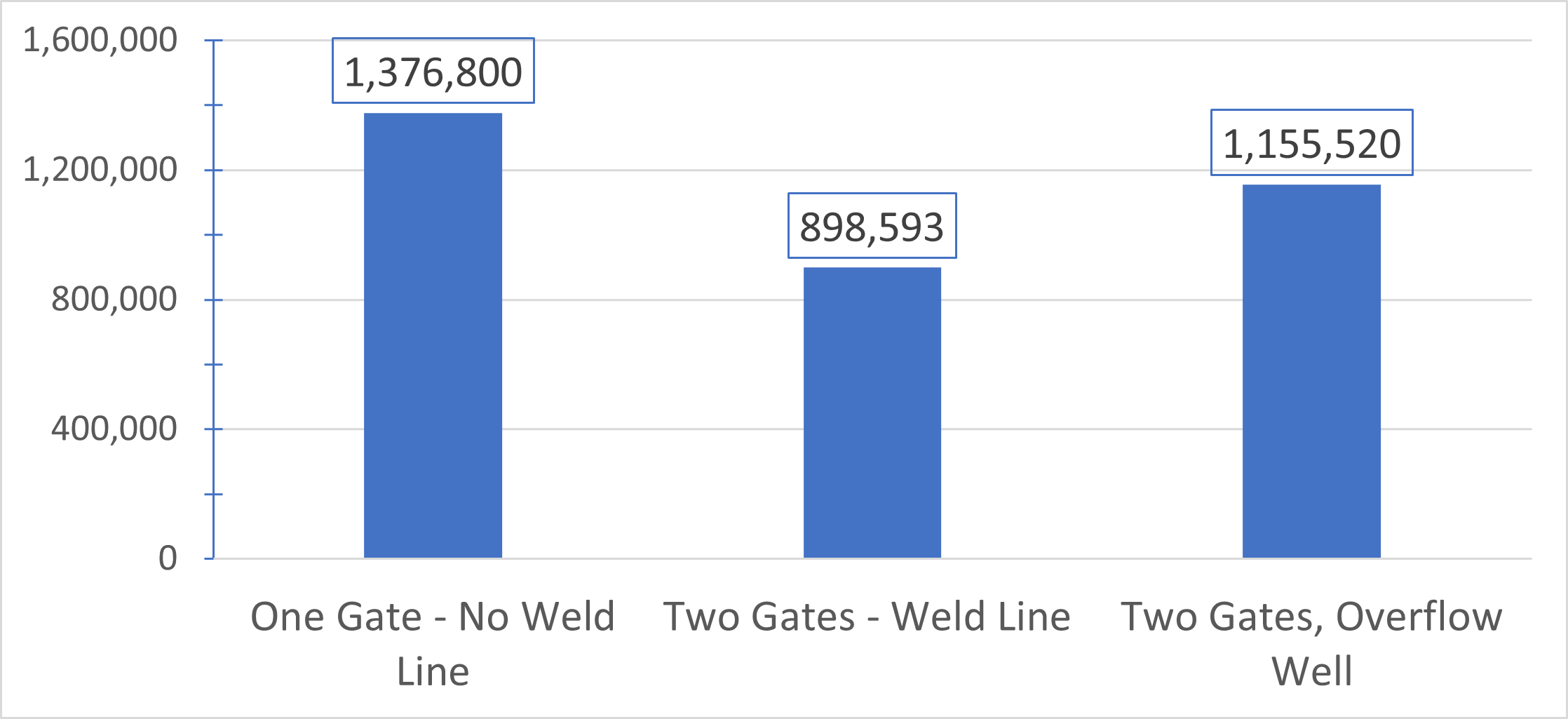
図14 主弾性率vsモデル
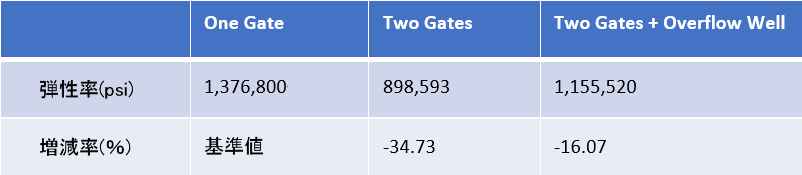
図15 主弾性率の変化
図14、図15より、オフセットオーバーフローウェルの追加により、ウェルドライン位置での弾性率の低下が緩和されていることがわかります。
結論
オフセットオーバーフローウェルの使用は、ウェルドライン位置での主要弾性率を高めるために有効な方法です。 この例では、ASTMタイプ引張棒の中心にあるウェルドラインが、1,376,800 psiから898,593 psiまで、34.73%も剛性を低下させています。 オフセットオーバーフローを使用すると、ウェルドライン位置での主要弾性率は1,155,520 psiに増加し、これはウェルドラインのないコントロール引張棒からわずか16.07%の減少にすぎません。 ウェルドライン位置は、オーバーフローウェルを設置しても変わらない可能性がありますが、表面での繊維の再配向とウェルドライン温度のわずかな上昇により、ウェルドラインの外観不良を改善できる可能性があります。 オーバーフローウェルの設計は、シミュレーションを使用して部品設計ごとに最適化する必要があります。