|
CoreTech System R&D部門 科学者 曾煥錩 |
射出成形は、プラスチック部品の製造における最も一般的な製造プロセスです。この技術は日増しに発展していますが、業界は早急に解決すべき長期的課題に直面しています。最先端の予測エンジニアリングツールでさえ、今日に至るまで満足のいく「イヤーフロー」の解析結果を得ることができませんでした。イヤーフロー現象とは、図1に示すように、樹脂がキャビティに流し込まれた時、そのフローフロントの中心点が両側よりも明らかに遅い現象を指します。すべての高分子樹脂には、必ずしもイヤーフローが生成されるわけでありませんが、特定の樹脂では、流動に対する厚肉製品の影響がはっきりと確認できます。イヤーフローの多くは、特に薄肉製品で観察され、肉厚製品ではこの現象は観察されません。このほか、より速い注入速度でも相対的にイヤーフローが発生しやすくなります。これらの現象について、業界はシミュレーション技術を通じて課題を明確にできることを期待しています。
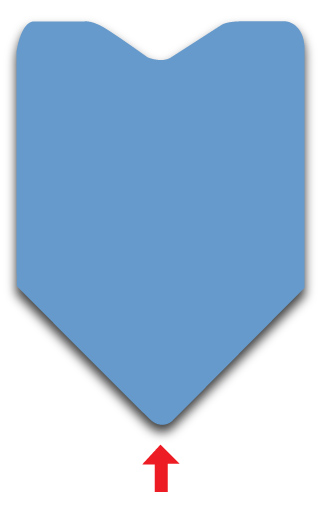
図1 イヤーフロー概略図
過去の流動挙動のシミュレーションでは、主にせん断の影響に焦点が当てられていましたが、実際の流動挙動は、せん断流と伸張流の包括的な影響です。Moldex3DのR&Dチームは、eXtended GNF(GNF-X)モデルと呼ばれる新しい粘度モデルの開発に取り組み、せん断流と伸張流の包括的な影響に基づき、加重粘度を導き出すことができました。本稿では、信頼性の高いイヤーフロー解析結果を得るために、GNF-X方程式を導入したMoldex3D流動ソルバーを利用して、純粋なポリカーボネート(PC)材料の射出成形ディスクをシミュレートしました。[U. S. Patent Pending in USPTO with Application No. 62/886,539 (2019)]
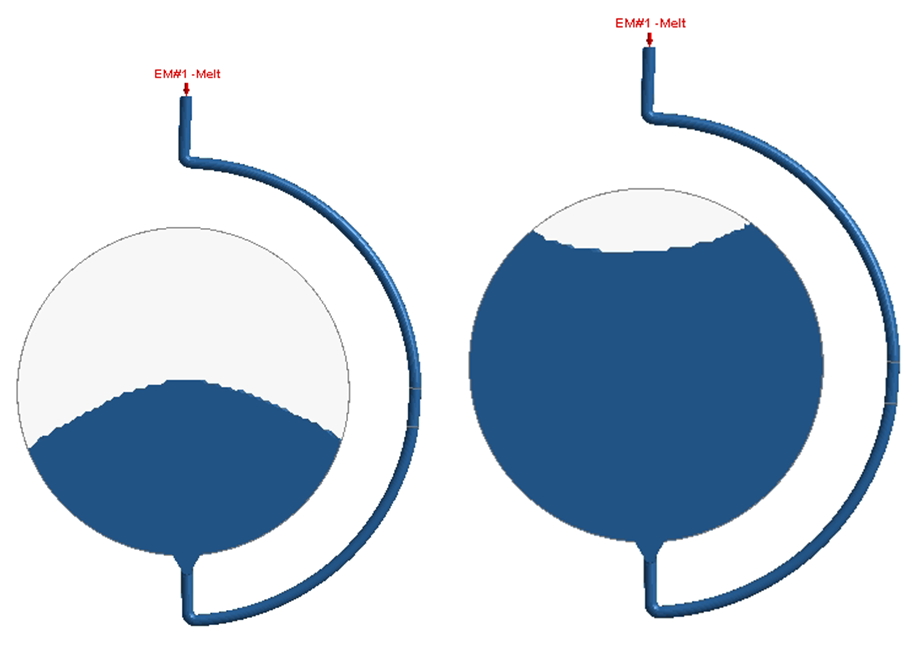
本事例の目的は、Moldex3Dの新しく開発されたモデルおよびGNFモデルで得られたイヤーフロー解析の違いを比較することです。まずはBeaumonの研究に基づき、Moldex3Dを使用して射出成形ディスク製品のPC流動のキャビティ内の充填シミュレーションを実行しました。その溶融温度と金型温度はそれぞれ293.3°Cと82.2°Cで、射出時間は10秒でした。図2は、GNFせん断粘度のクロスモデル解析結果を示しています。50%および90%のキャビティ充填時は、各々凹面とフラットのフローフロントを示し、実際の状況と一致していません。次にMoldex3Dフロー計算において、新しいGNF-Xモデルと伸長粘度を使用したところ、結果としてキャビティの中心でのフローフロントの進行がエッジよりも大幅に遅いことが示されました。つまり、いわゆる「イヤーフロー」(図3)です。このような予測は満足のいくものであり、Moldex3Dの伸長粘度の新機能によってイヤーフローシミュレーションの長期にわたる課題の解決に成功したことが実証されました。
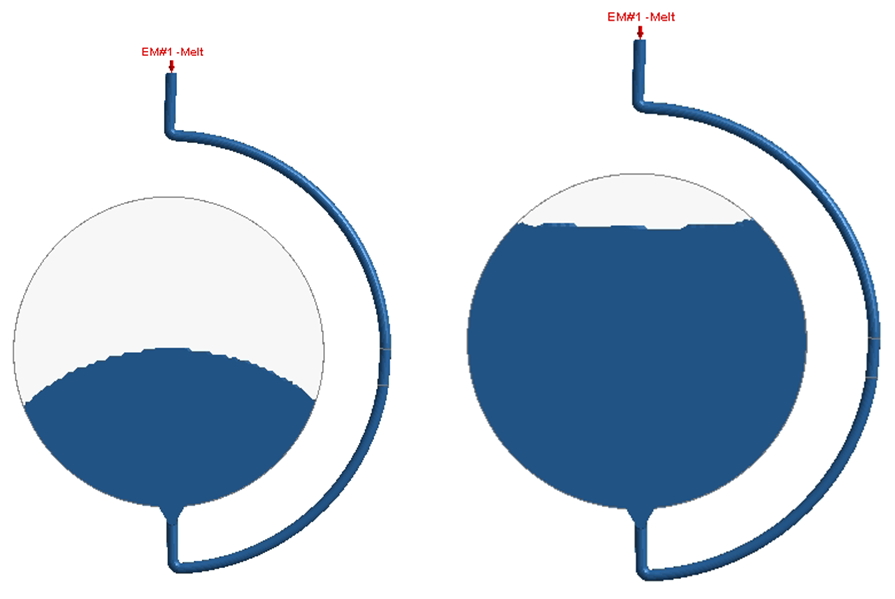
図2 GNF粘度モデルを使用した射出成形PCディスクシミュレーション