
コアテックシステム材料科学R&Dセンター エンジニア 蔡友傑
実務において、射出成形の結果を完全に再現するために、Moldex3Dによる完全な成形解析を行い、すべての詳細を把握することが推奨されます。しかし、モデリングや解析に時間を費やす前に、過去の科学者たちは各種理論を用いて特定の条件下で理論値を計算し、それを標準的な数式に変換してきました。例えば、非ニュートン流体において、特定のゲートサイズと形状に対して異なる流量を持つせん断速度を計算したり、指定された厚みにおいて、平板の冷却時間と温度分布などを計算していました。このMHCではこれらの理論式を統合し、ユーザーが便利に理論計算を行えるようインタラクティブなインターフェイスを作成しています。ここでは、理論的な数値計算を2つの事例に基づいて説明します。
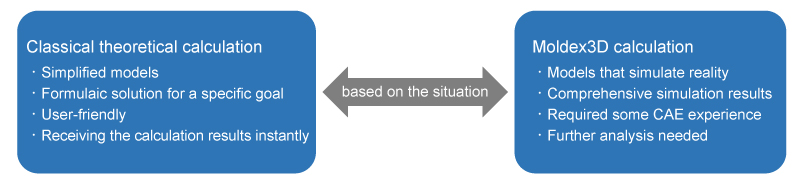 図1 MHC設計カリキュレーターは、古典理論を用いて指定したパラメータの理論値を即座に求めることができる
図1 MHC設計カリキュレーターは、古典理論を用いて指定したパラメータの理論値を即座に求めることができる
プラスチック部品の冷却時間の理論計算
射出成形において、冷却時間は製品の品質と生産性に影響する重要な要素です。成形サイクルにおいては、型開きからプラスチック部品取り出しまでの冷却時間に多くの時間がとられます。冷却時間を正しく評価できれば、生産性を効果的に高め、時間とコストを削減することができます。樹脂は熱伝導性が悪く、プラスチック部品の厚みは冷却効率に影響します。異なるプラスチック部品の厚みに対する冷却時間を正しく評価するために、科学者たちはプラスチック部品の平均温度が射出温度まで冷却するのに必要な時間、特定の時間におけるプラスチック部品の温度分布など、平板プラスチック部品のモールドベース内の完全な解析を行いました。導き出された平板の冷却時間の公式は図2に示すとおりです。

図2 射出温度に達する平板の平均温度の理論式
MHC設計カリキュレーターの「プラスチック部品の冷却時間」機能では、平板プラスチック部品の理論的冷却時間の計算を容易にするため、ユーザーが材料データベースから材料の熱特性や成形条件などの材料パラメータを直接インポートすることができ、必要に応じて、計算されたプラスチック部品の厚さの範囲を調整します。このカリキュレーターは、異なる厚さのプラスチック部品が取り出し温度まで下がるのにかかる時間を計算し、その時点における部品の中心からの温度分布曲線を描きます。
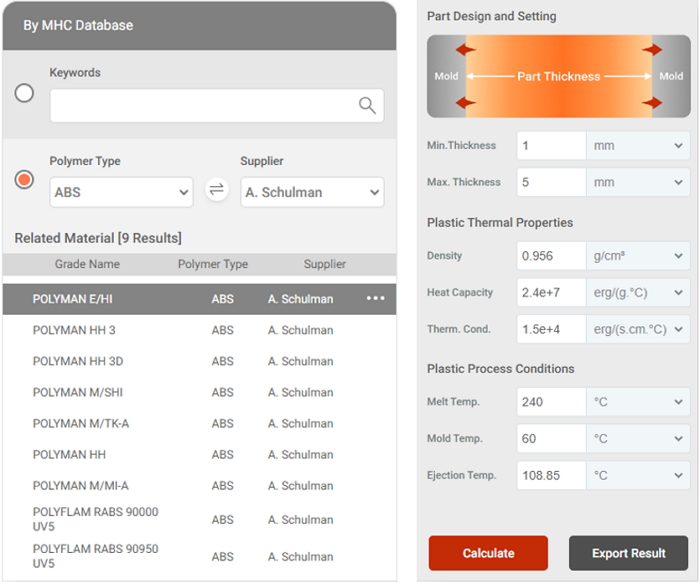
図3 MHC設計カリキュレーターの「プラスチック部品の冷却時間」は、材料データベースのデータに直接インポート可能
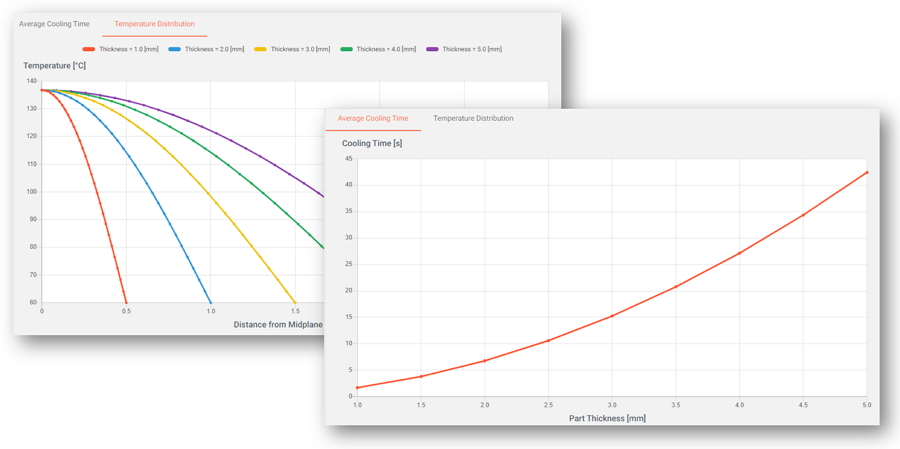
図4 MHC設計カリキュレーターは、(1)異なる厚さのプラスチック部品の冷却時間評価と、(2)冷却時間到達時の温度分布を描くことが可能
ゲートせん断速度の理論計算
樹脂材料は充填の過程でせん断発熱が発生し、せん断速度が速すぎると樹脂が異常に熱くなり、更にひび割れや黄変の原因となります。通常、ゲートの断面は部品全体の中で最も小さい面積であるため、最大せん断速度はこの部分に関連します。そのため、ゲートサイズの最適化において最も重要な考慮事項の一つは、最大ゲートせん断速度です。ゲートのサイズを選択する場合、ゲートが大きすぎると冷却時間が長くなって生産能力に影響し、ゲートが小さすぎると保圧効果が低下し、ゲートを流れる樹脂のせん断速度が速くなりすぎます。そのため、ゲートサイズを設計する際には、最大せん断速度を評価することが重要となります。MHC設計カリキュレーターの「ゲートせん断速度」機能を利用すると、ユーザーは、ゲートサイズの調整により、公式を用いて各流量での標準のスリットゲートおよび丸形ゲートのせん断速度値を計算することができます。丸形ゲートの計算式は下図5に示すとおりです。
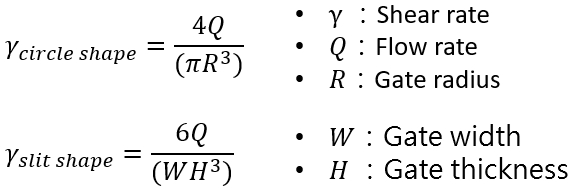
図5 丸形ゲートとスリットゲートのせん断速度の理論式
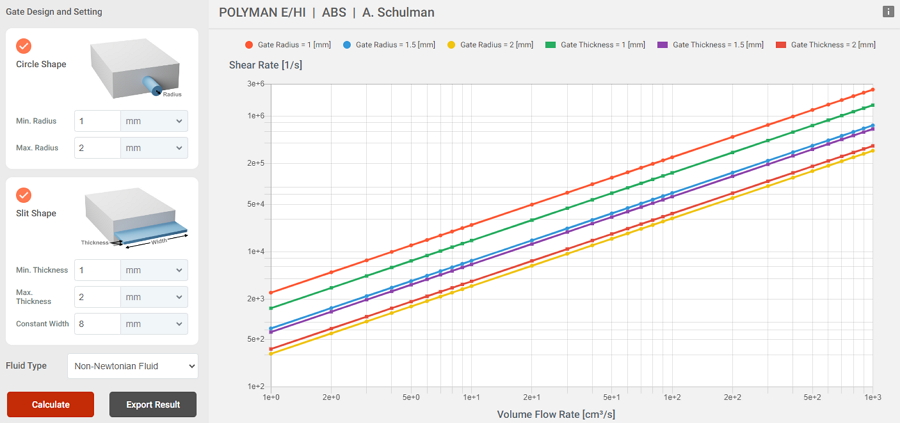
図6 各流量とゲート形状/サイズのせん断速度計算結果
結論
設計カリキュレーターでは、モデルを構築して完全な樹脂流動解析を行う前に、古典的な理論を用いてゲートサイズや冷却時間などの問題の理論値を初期評価することができます。MHCは、各種古典理論式の計算結果を視覚的に表示し、使いやすい入力インターフェースを搭載しています。これにより、ユーザーは、理論的基礎の深い知識がなくても、理論値を素早く計算し、CAEシミュレーションの前に各種成形パラメータの初期評価を容易に行うことができます。