
真空樹脂トランスファー成形(Vacuum Resin Transfer Molding/VARTM)は費用対効果に優れた手法として、風力タービン翼の製造に用いられています。VARTMとは、真空吸気方式を用いたキャビティ内の減圧により生まれる金型内部と大気圧の圧力差を利用して、片面の金型上に設置した繊維材に樹脂を注入する方法です。60%以上の繊維含有率をもつ複合材料製品が生産可能であることから、VARTMは高品質の製品を効率よく生産する手法として広く利用されています。
VARTMは成形サイクルが長いため、充填ステージでの硬化反応を防止するために低粘度かつ遅反応の樹脂が用いられます。樹脂の粘度は、温度、せん断応力速度、硬化速度により変動します。また、硬化速度は部品が離型するまで時間とともに上昇し続けます。充分に粘性を増して部品が離型できる状態が完全硬化です。
硬化不完全な状態で離型された場合には、予期しない製品変形などの問題が生じ得ます。この問題を解決するため、まず、材料特性試験を通して樹脂の硬化反応と化学流動特性を正確に把握します。続いて、Moldex3Dのnon-isothermal(非等温)3D解析技術機能を用いて熱硬化性樹脂の性質の差異がVARTM製造プロセスに与える影響を予測します。以下は、炭素繊維製風力タービン翼外装の解析事例です。 本事例では、Moldex3Dの non-isothermal (非等温) 3D解析技術を用いて、樹脂材料特性の差異が樹脂の充填および硬化ステージにどう影響するかを確認します。
最初に、材料特性試験を実施して、樹脂A・Bの硬化挙動とレオロジー特性を正確に把握します。次に、25°Cから75°Cにおける硬化・粘性挙動の4時間以内の変化を調査します。樹脂A・Bの材料特性試験の結果とMoldex3D材料ウィザードのグラフを比較すると、硬化速度と粘度変化に共通の傾向が見られました。反応開始からの経過時間を基準とすると、いずれの時点においても樹脂Bの硬化速度と粘度変化が樹脂Aよりも低いことがわかります。
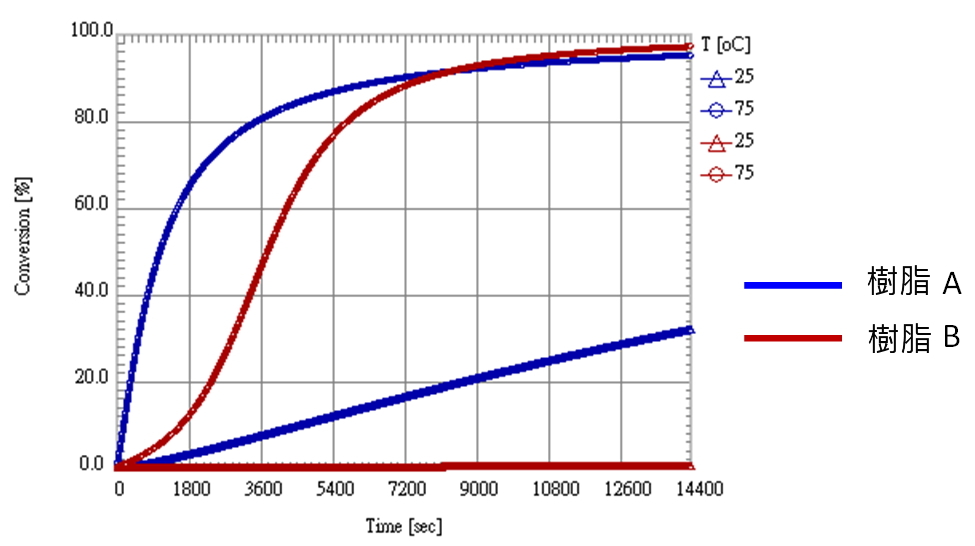 Fig.1 25°C、75℃における樹脂A/Bの硬化速度
Fig.1 25°C、75℃における樹脂A/Bの硬化速度
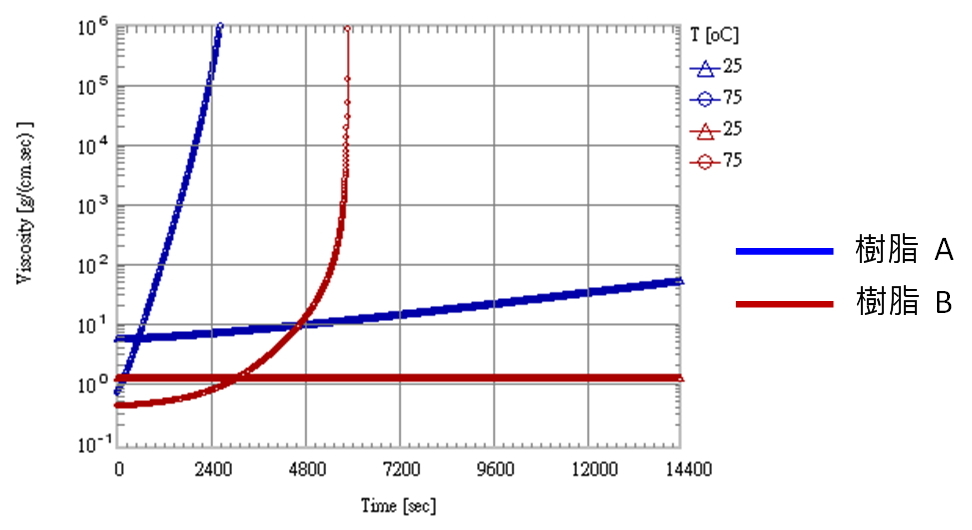 Fig. 2 25℃、75℃における樹脂A/Bの粘度
Fig. 2 25℃、75℃における樹脂A/Bの粘度
本事例では、1kWの風力タービン翼の片面金型モデルを使用します。Fig. 3とFig. 4に、繊維層と設計レイアウトを示します。充填率が99.8%に達すると樹脂の硬化が始まります。このとき、硬化工程の時間短縮のため、金型温度を25°Cから75°Cに上昇させて(Fig.5)樹脂の硬化を速め部品の離型を早めます。
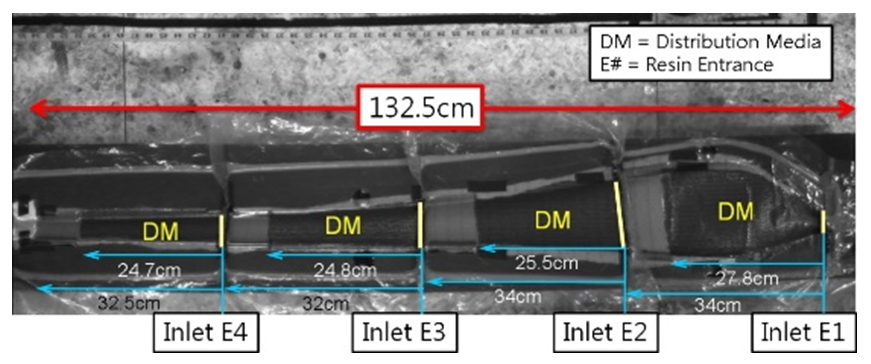 Fig.3 部品の幾何形状と樹脂の注入設計
Fig.3 部品の幾何形状と樹脂の注入設計
 Fig.4 風力タービン翼の外装におけるセンサーノードの分布
Fig.4 風力タービン翼の外装におけるセンサーノードの分布
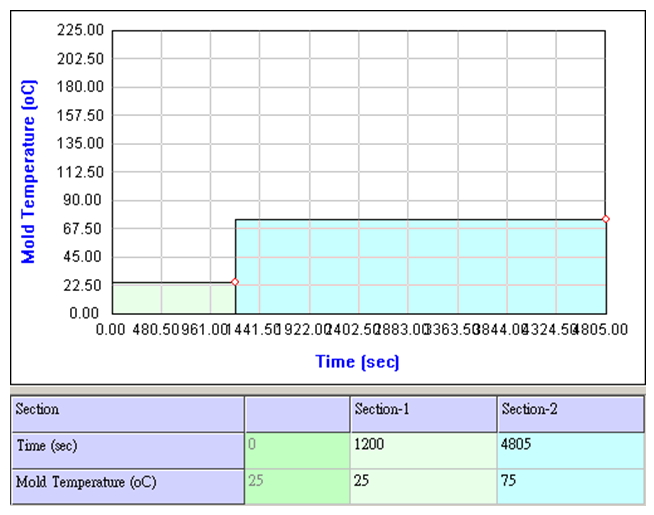 Fig.5 金型温度の設定
Fig.5 金型温度の設定
Fig.4に示すセンサーノードを用いて解析結果から外装加工工程のパラメーター分布を出力します。また、各ステージにおける樹脂A/Bの硬化速度、粘度、硬化時間をTable 1に示します。これらの結果から、次のことがわかります:樹脂Aは粘度が高く充填時間が長い一方で、硬化時間は短い。樹脂Bは、充填が容易である一方で、硬化時間は長い。樹脂A/Bそれぞれの合計処理時間は2.5時間と2時間となっており、その差は比較的小さいと言えますが、充填時間と硬化時間には大きな差が見られます。粘度が低く充填が容易な樹脂Bは、樹脂Aと比べて加工性に優れています。このように樹脂の特性には差異があることから、不要な手戻りを減らすためには設計開始前に材料特性を深く理解する必要があるといえます。
| 樹脂A | 樹脂B | |
| 充填前 | ||
| 硬化率 | 0% | 0% |
| 粘度 | 710cps | 154cps |
| 充填ステージ | ||
| 時間 | 1時間27分 | 17分 |
| 硬化速度 | ~11.5% | 0% |
| 粘度 | 1300 cps | 154cps |
| 硬化ステージ | ||
| 時間 | 1時間 | 1時間44分 |
| 硬化速度 | 75.00% | 81.40% |
| 年度 | 完全硬化 | 完全硬化 |
| (1.3×109 cps) | (2.5×108 cps) | |
| 処理時間合計(充填時間+硬化時間) | ||
| 時間 | 2時間27分 | 2時間1分 |
Table 1 各ステージにおける樹脂A/Bの硬化速度、粘度、充填時間
一般的に、実際の生産現場では硬化時間の正確なコントロールは困難です。特に金型温度を上昇させる場合には、材料によって反応が大きく異なるため、技術者の経験のみに基づいて材料特性の変化を理解することは非常に難しくなります。Moldex3Dの材料ウィザードに付属する材料データをもとに、樹脂ごとに異なる材料特性への理解を深めることでVARTM工程の制御性を向上させることができます。また、Moldex3Dの充填解析を利用して樹脂挙動と硬化反応をより正確に理解できるため、最適な金型温度と工程パラメーターの理解が進み、VARTM工程の利点を引き出すことが可能です。